フライス作業に於いて、同心円に加工する時必要なターンテーブルです。
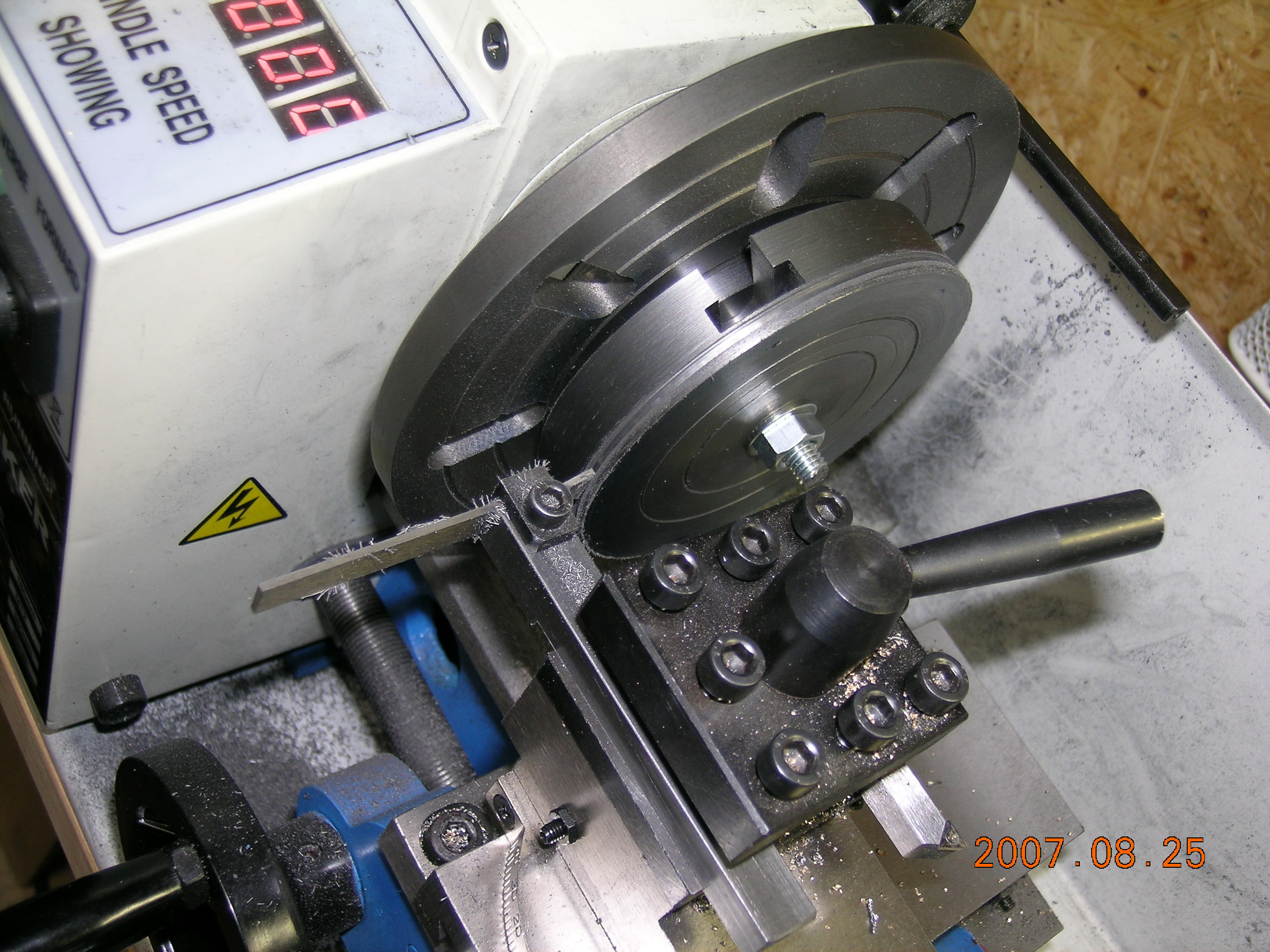
外形の整形をするため、まず旋盤加工をします。
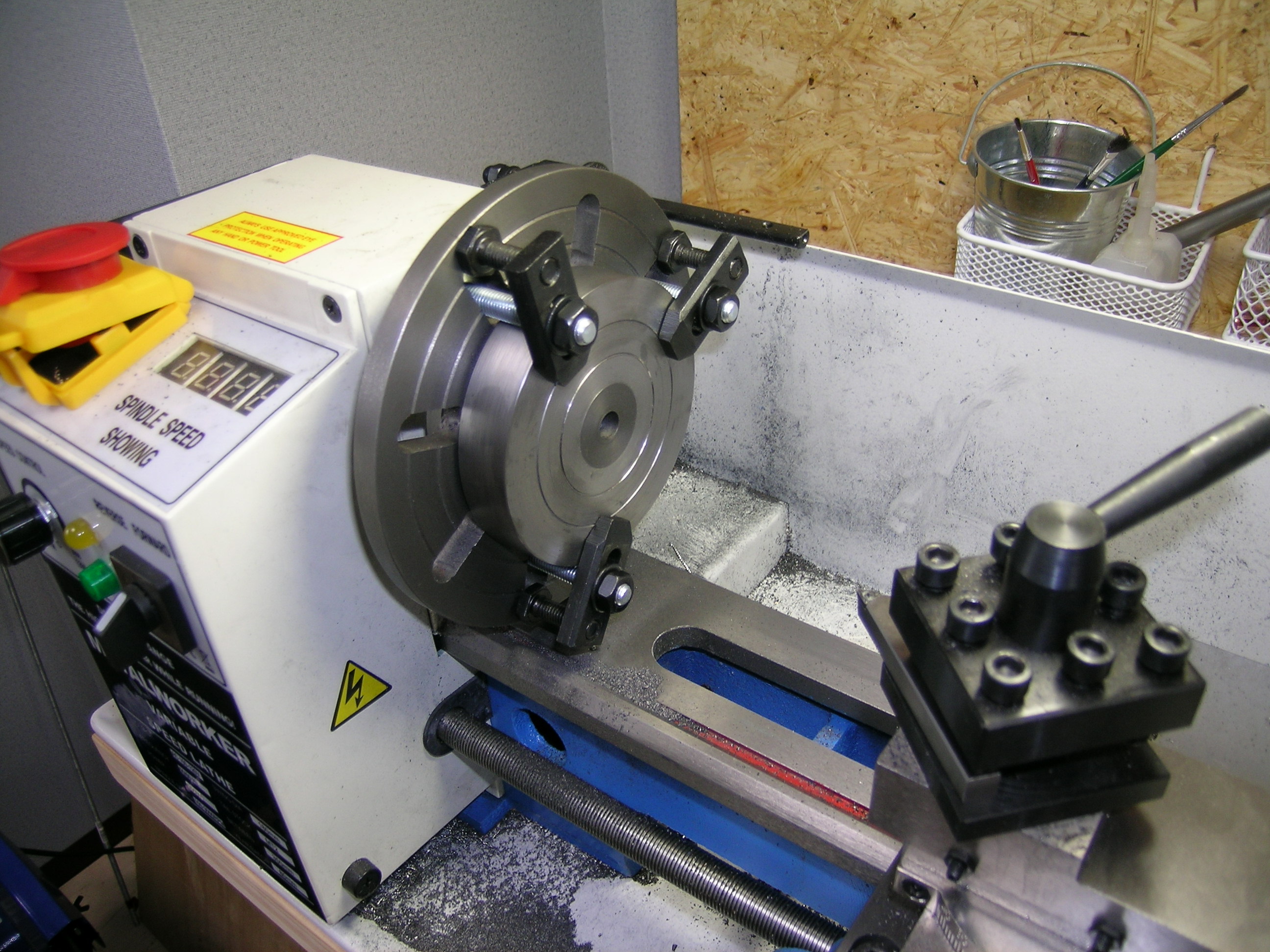
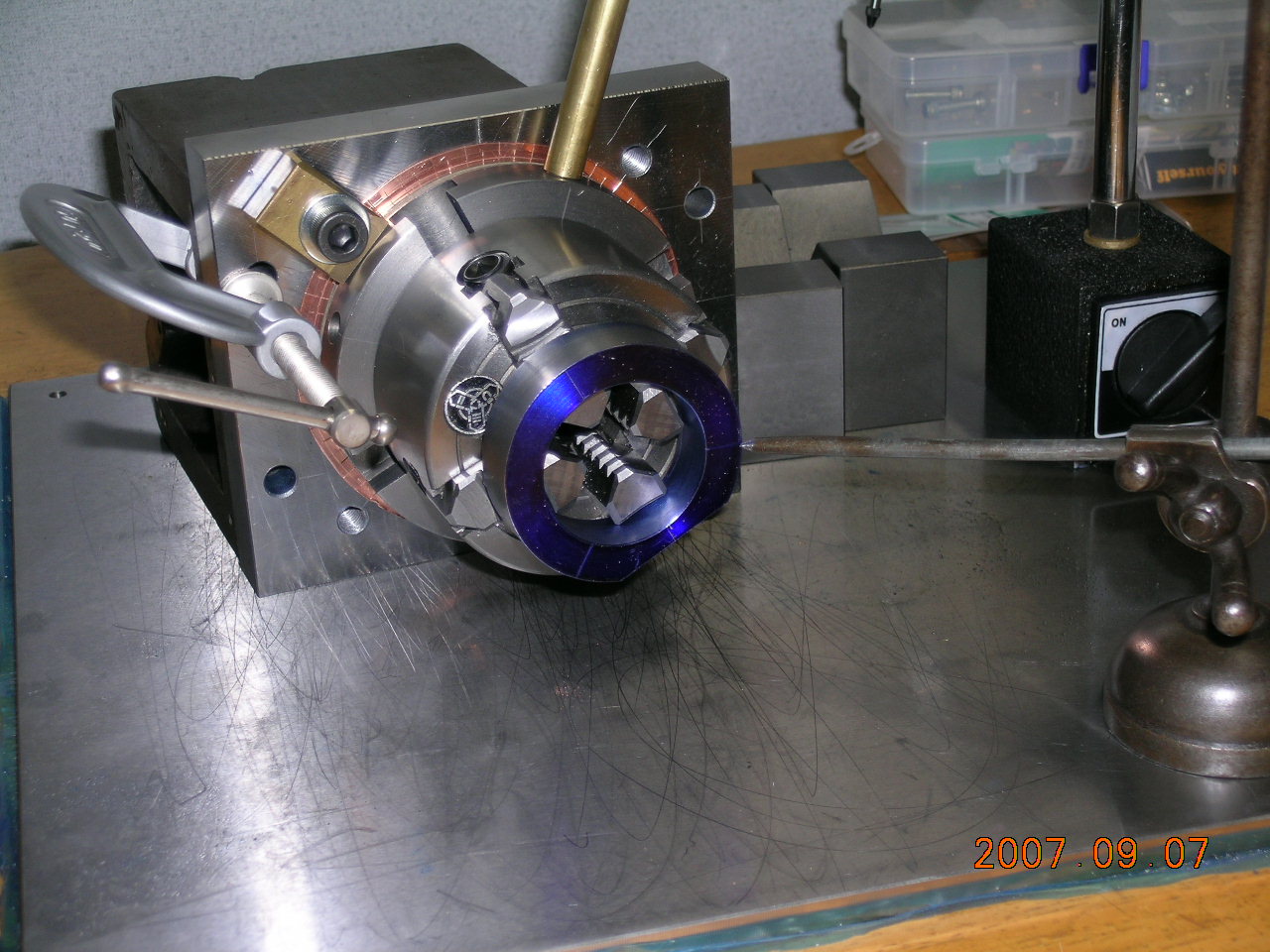
その為の芯出し作業中です。
100φの素材を100φ4爪チャックで摑んでいますが限界を超えている感じです。

強く締めると爪が外向きに変形してしまいます。
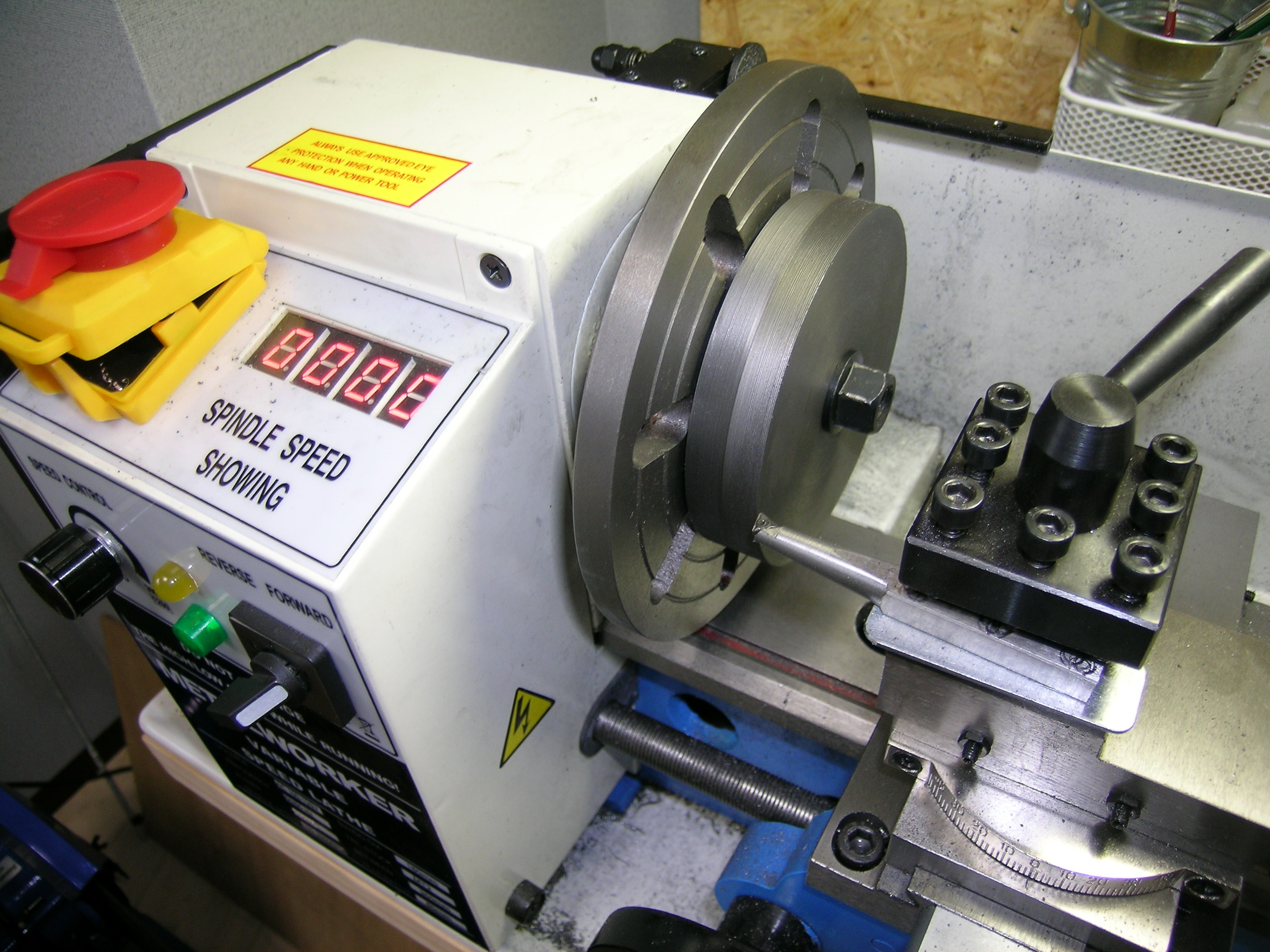
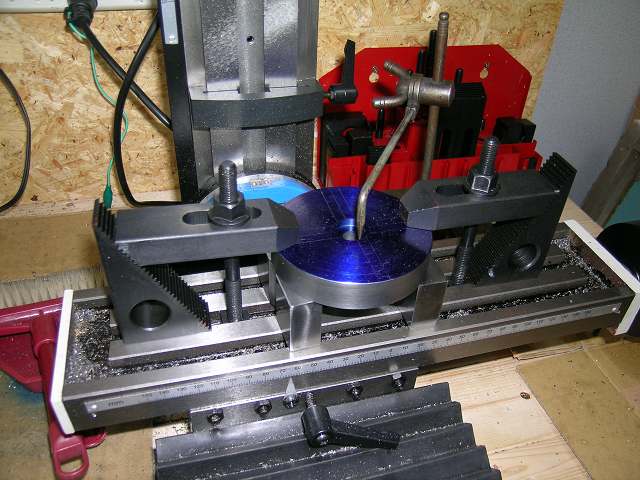
外形削りは面板を使い、スピンドル内径を貫通したボルトにより部材をボルト締めしました。
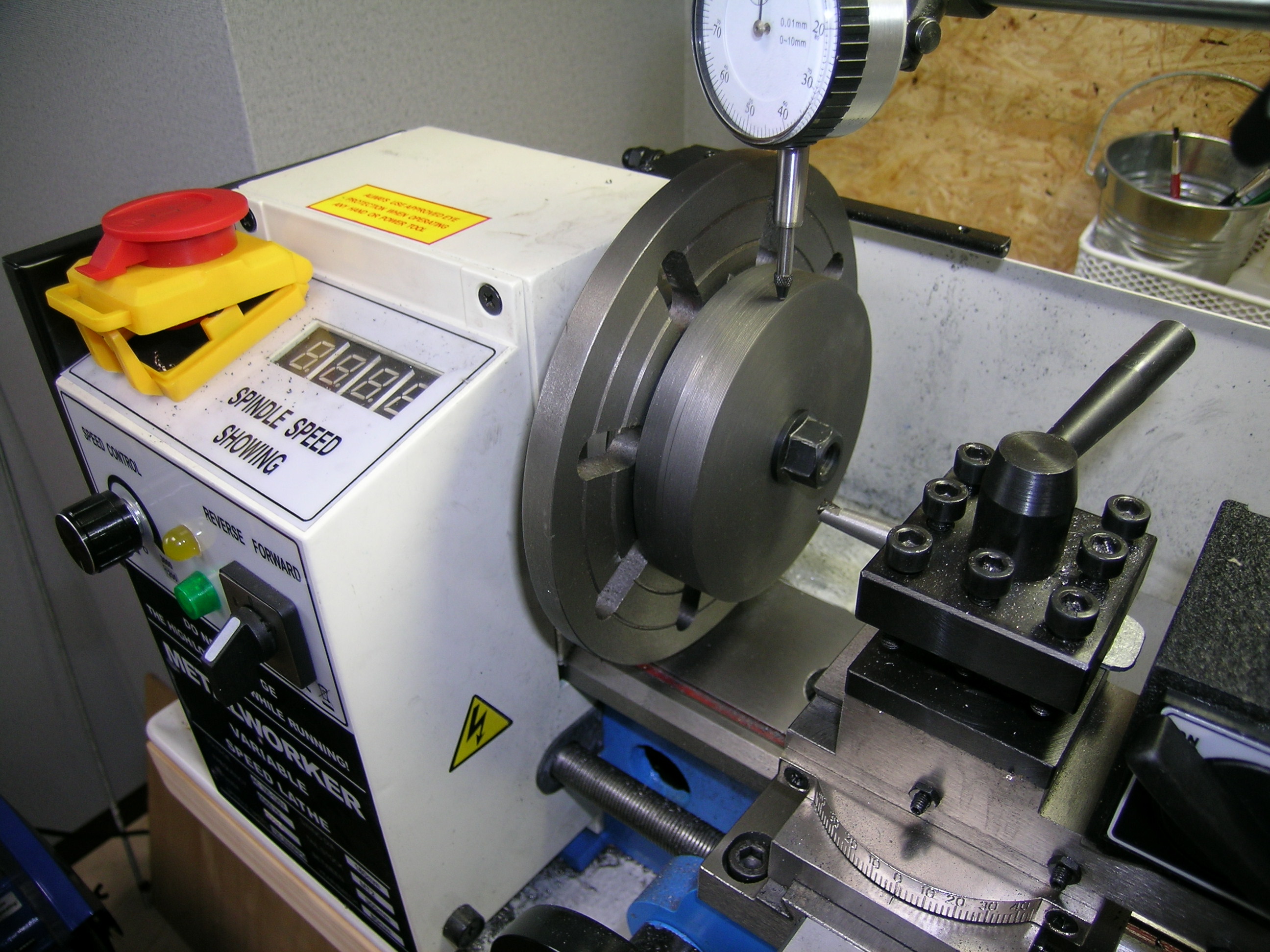
このサイズの旋盤では100φの外形削りは困難です。
そんな時はバイトの取付け位置と向きを工夫してやれば何とか可能になります。
使用しているバイトは中グリ・左勝手のものです。
その後、センター付近の端面削りはクランプ締めにて加工します。
T溝を彫るためにケガキ線を入れます。
所定の円に直径を入れるために三角定規を加工して芯出し定規も造りました。
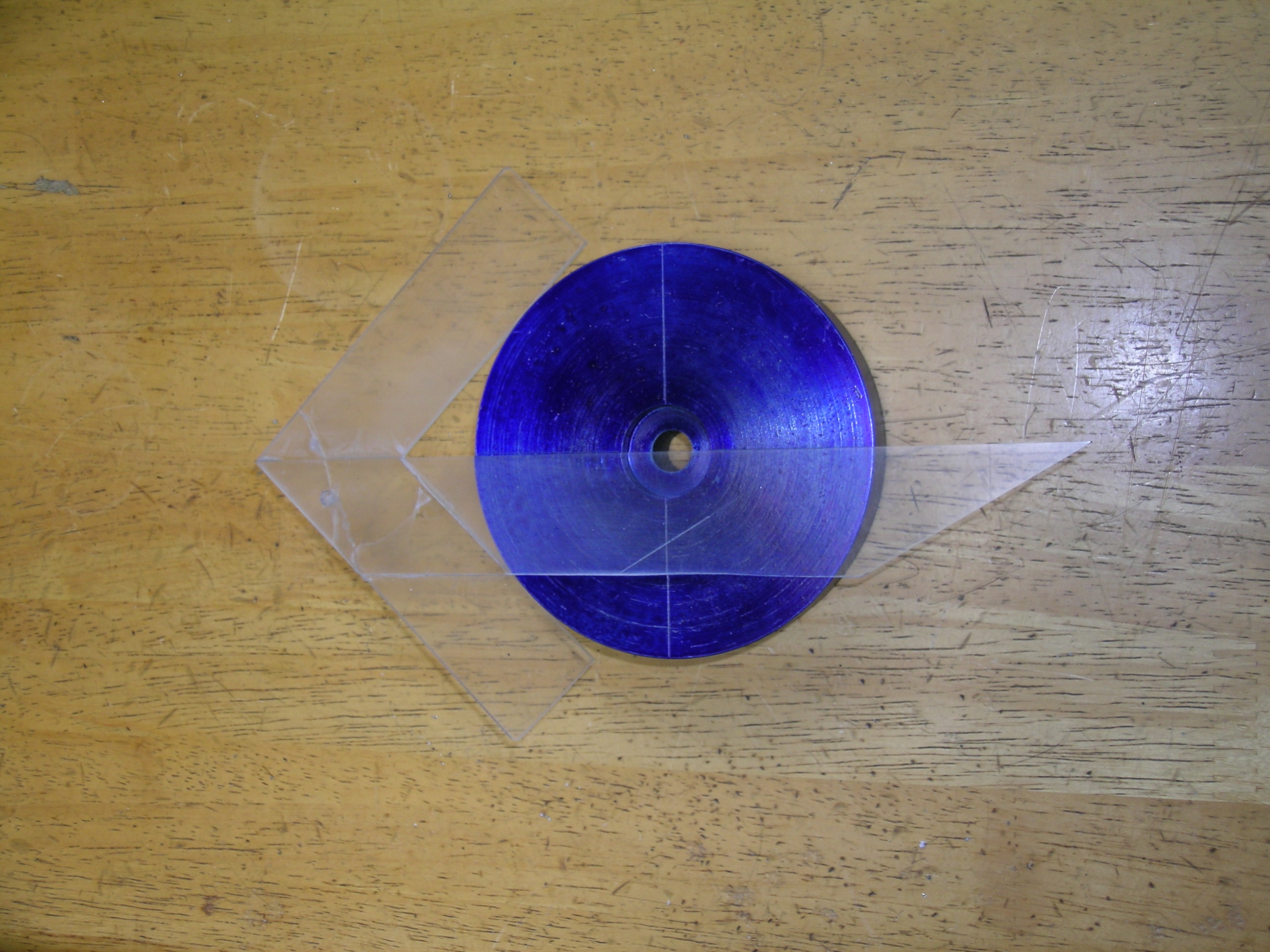
これは、径が変わっても必ず直径が引けます。
加工面をケガく時は線をハッキリさせる為に「青ニス」を塗布します。
ケガキ線に沿って移動出来るように加工物をセットします。
溝加工をします。

そしてT溝加工と進めていきます。

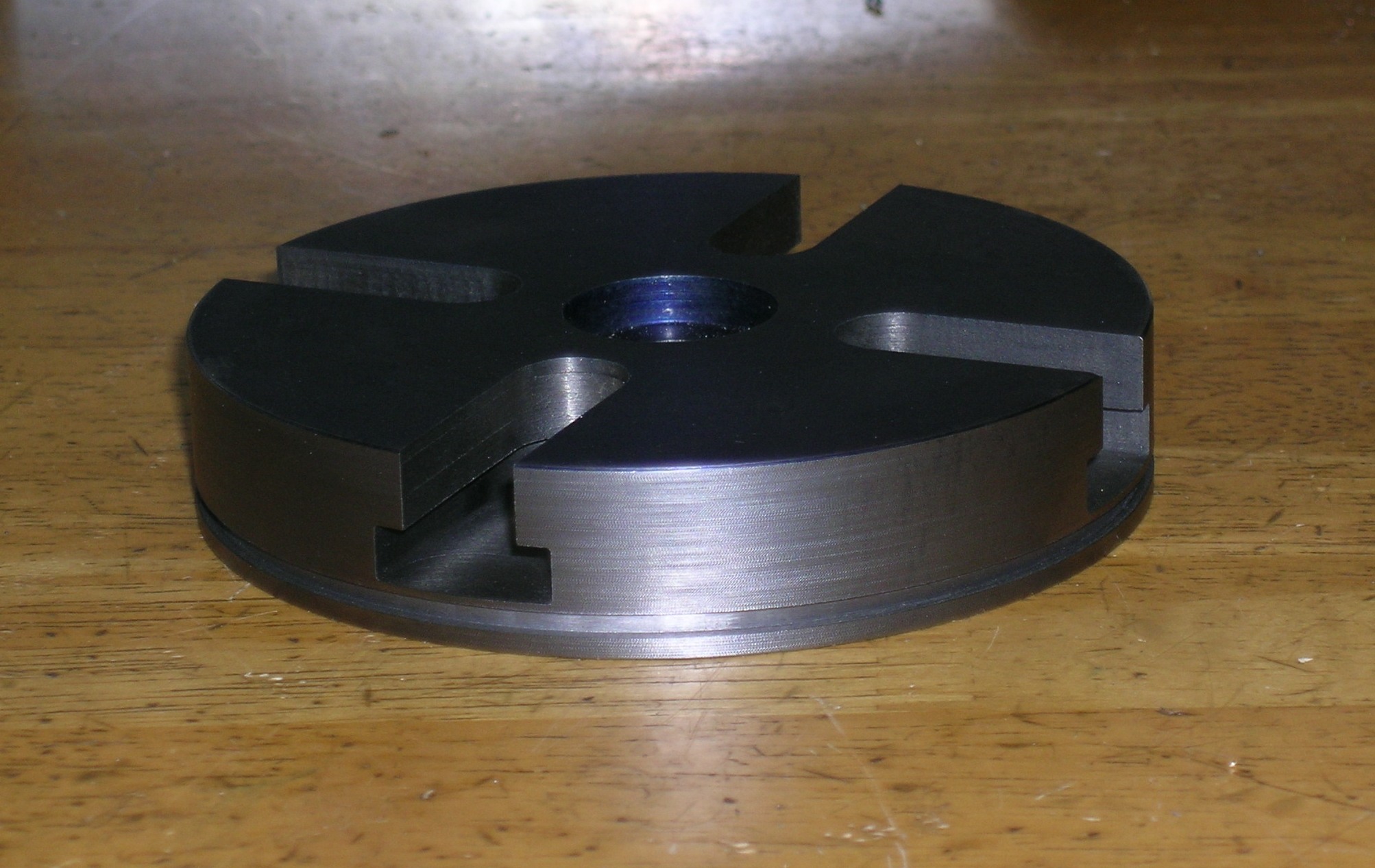
T溝加工の完了です。

テーブル外周部に固定用の溝切りをします。
溝切り完了です。
テーブル外周部にハンドル差込み用の穴をあけます。

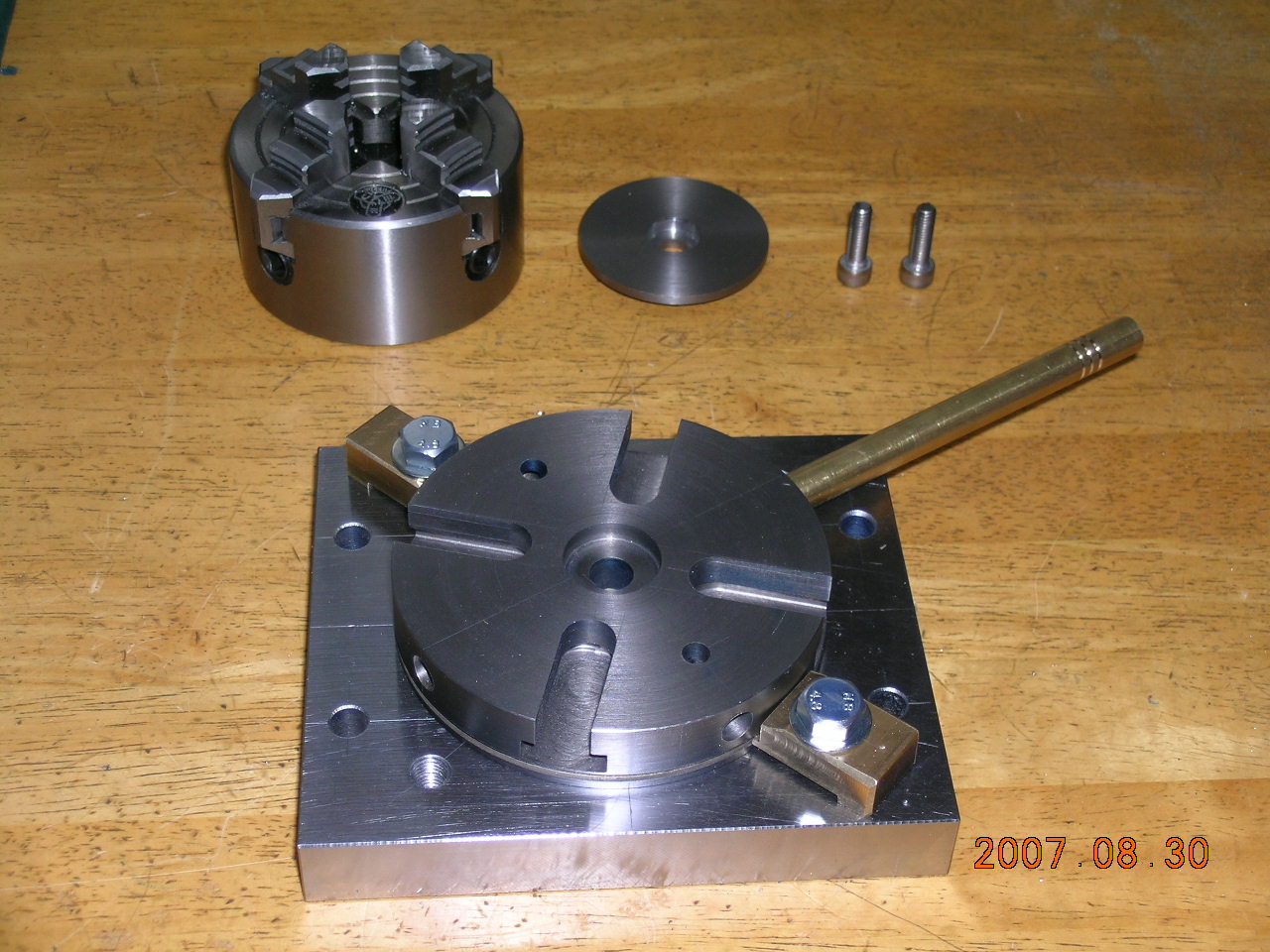
これが完成品です。
ロータリーテーブルとして、角度割り出し機能付きのものは市販されているのですが、2万円以上もし、ちょっと手が出せません。
機能を限定した、簡易型・ターンテーブルの完成です。
手前側はテーブルを組み付けた状態のものですが、4爪チャックを取り付けることも出来ます。
4爪チャックの右にあるのが、その時に使用する芯出しスペーサーとチャックをテーブルの裏側から固定する為のボルトです。
ケガキ作業に於いて角度割出しが不便だった為、ターンテーブルの下に銅板で作った分度器を設置しました。
コメントする