両センター削りの必要性から回し金を造りました。

材料は10mmの角棒です。
60mmと100mm程度に切断し、咥え部に浅いV字の切込みを入れます。
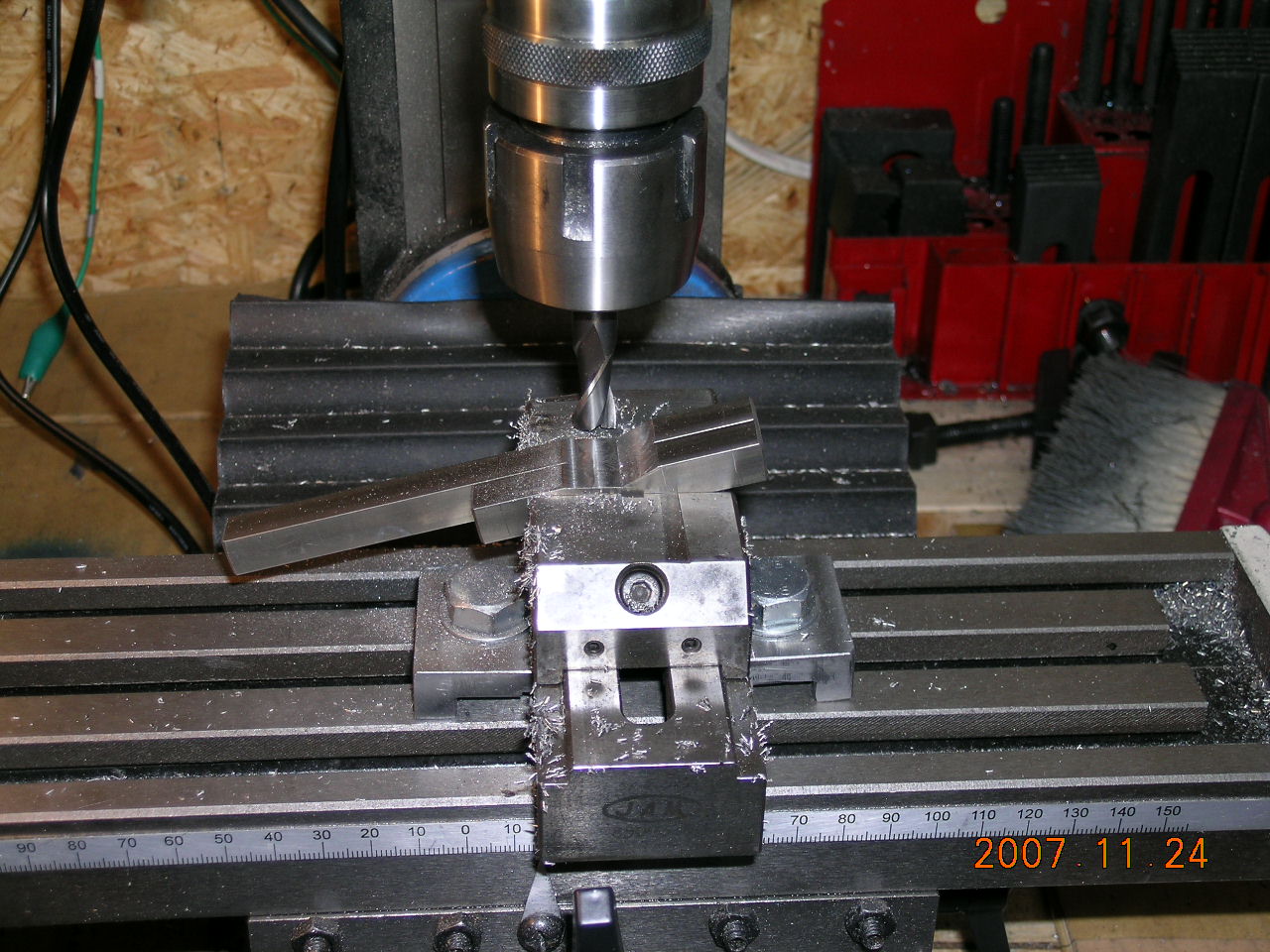
通り穴とタップ穴を勝手違いに明けます。

固定用のボルトはM5を使用しました。
10φ程度まで咥えることが出来ます。

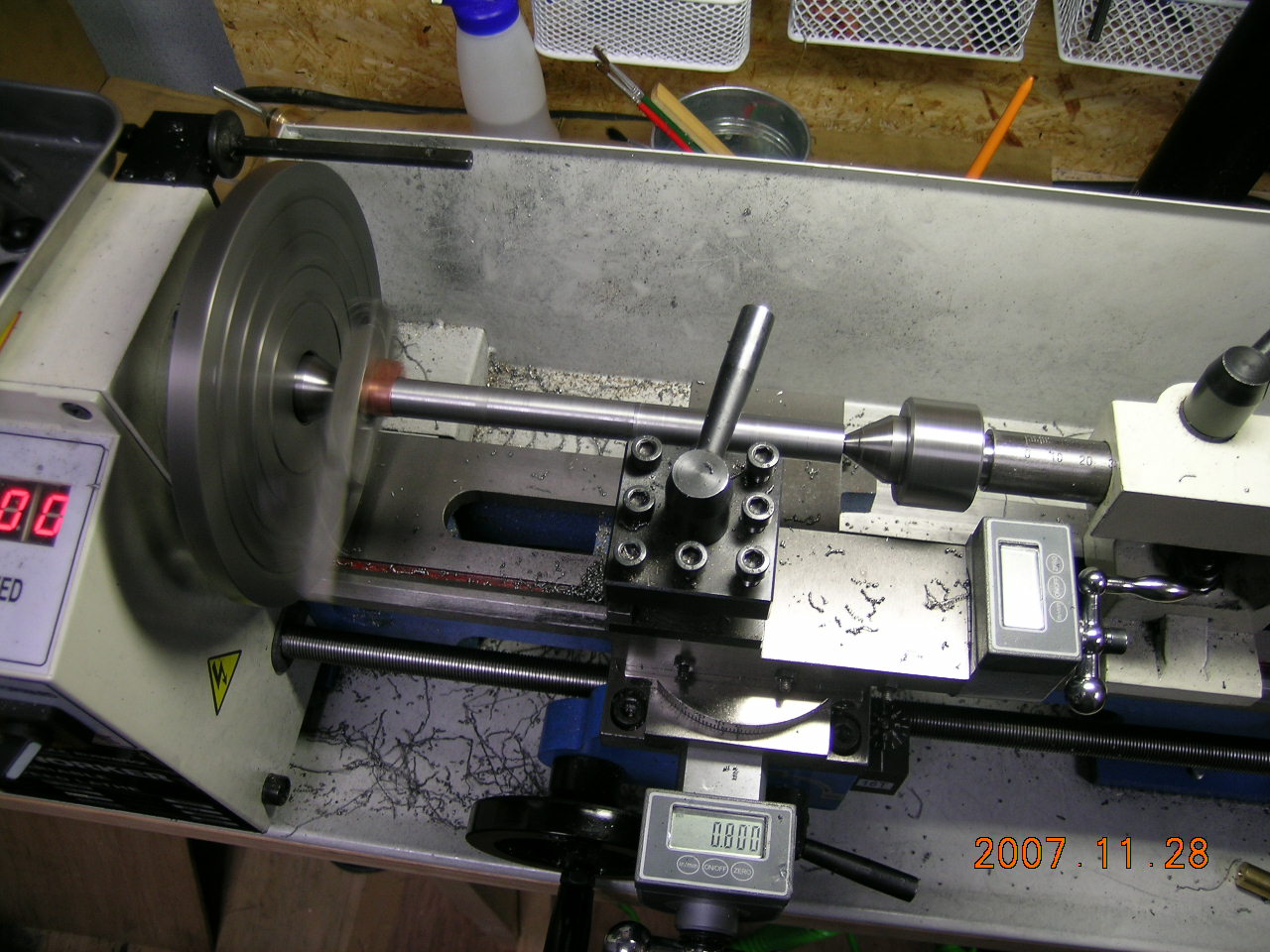
早速、両センター削りをやってみました。
材料は16φ、長さ約20cmの棒鋼です。

これを12φまで削ります。
黒皮剥きはロードが掛かりますが、剥き終わると快適に削れます。
この丸棒は、据えぐりの中ぐり棒になる予定です。
快適切削の図

安定して切削が出来る故、連続した切子は最長2.5mにもなりました。
咥え直して、反対側を削ります。

左側と右側の径の差をデジタルノギスで測定し、その半分をDROで確認しながら削り込みします。
左側でデジタルノギスをゼロセットし、右側を測定すれば、それが径の差となります。デジタルノギスは大変便利です。
その結果、径差ゼロ、偏芯ゼロで削り上がりです。
これは正に快感。両センター削りのなせる業です。
出来上がりの図

段差がある様に見えるのは削り方向の違いによるものです。
コメントする