穴径を広げる加工のために、据えぐり時に使用する中ぐり棒を造りました。

棒本体の加工はこちらをご覧下さい。
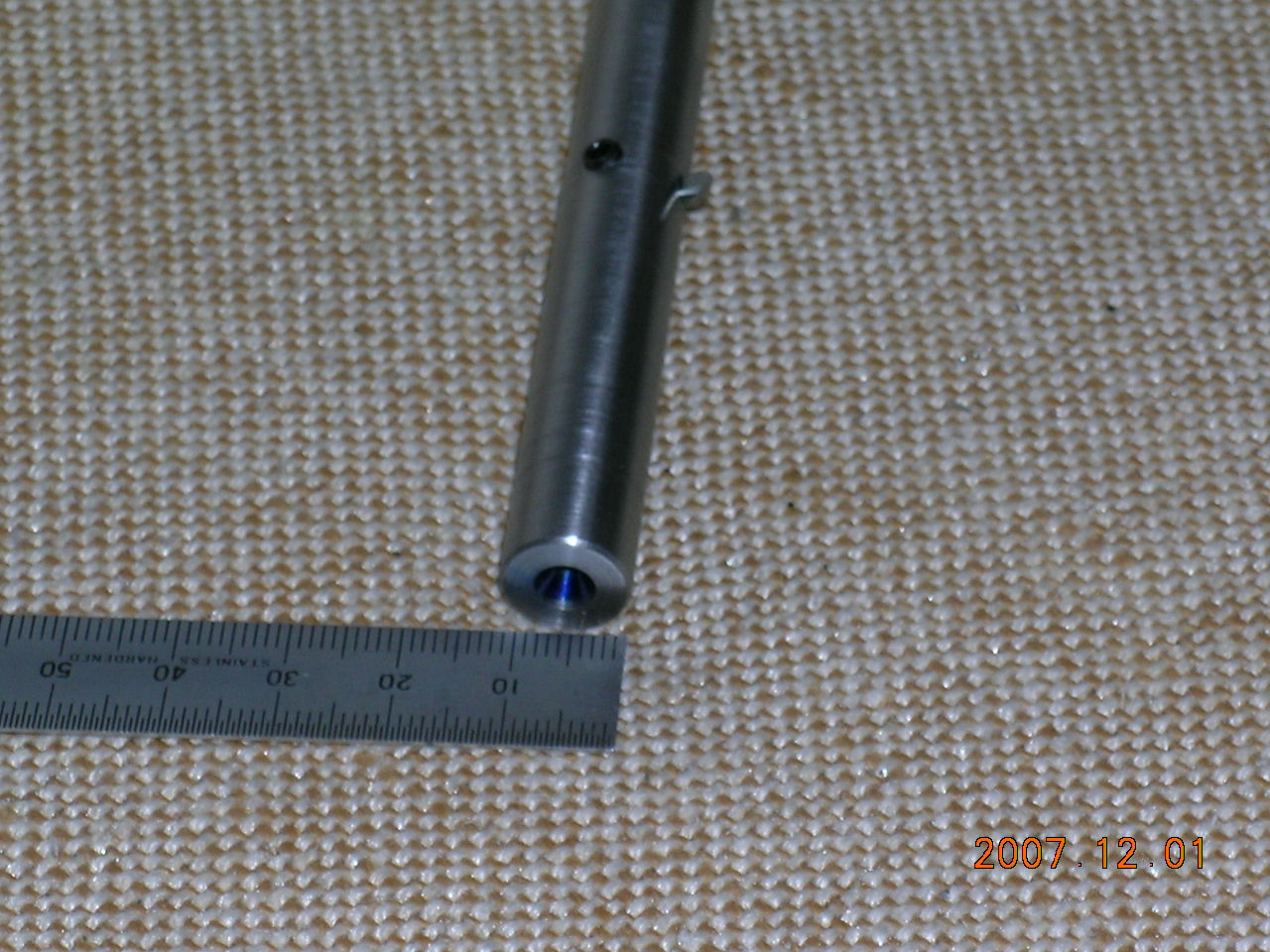
構造は至ってシンプルです。
3.17φの超硬ドリル材を研磨し刃先を造り、止めネジで押えただけです。
注意することは刃先が円の芯にくるように、刃物ホールド用の穴(3.2φ)を1mmオフセットさせることだけです。
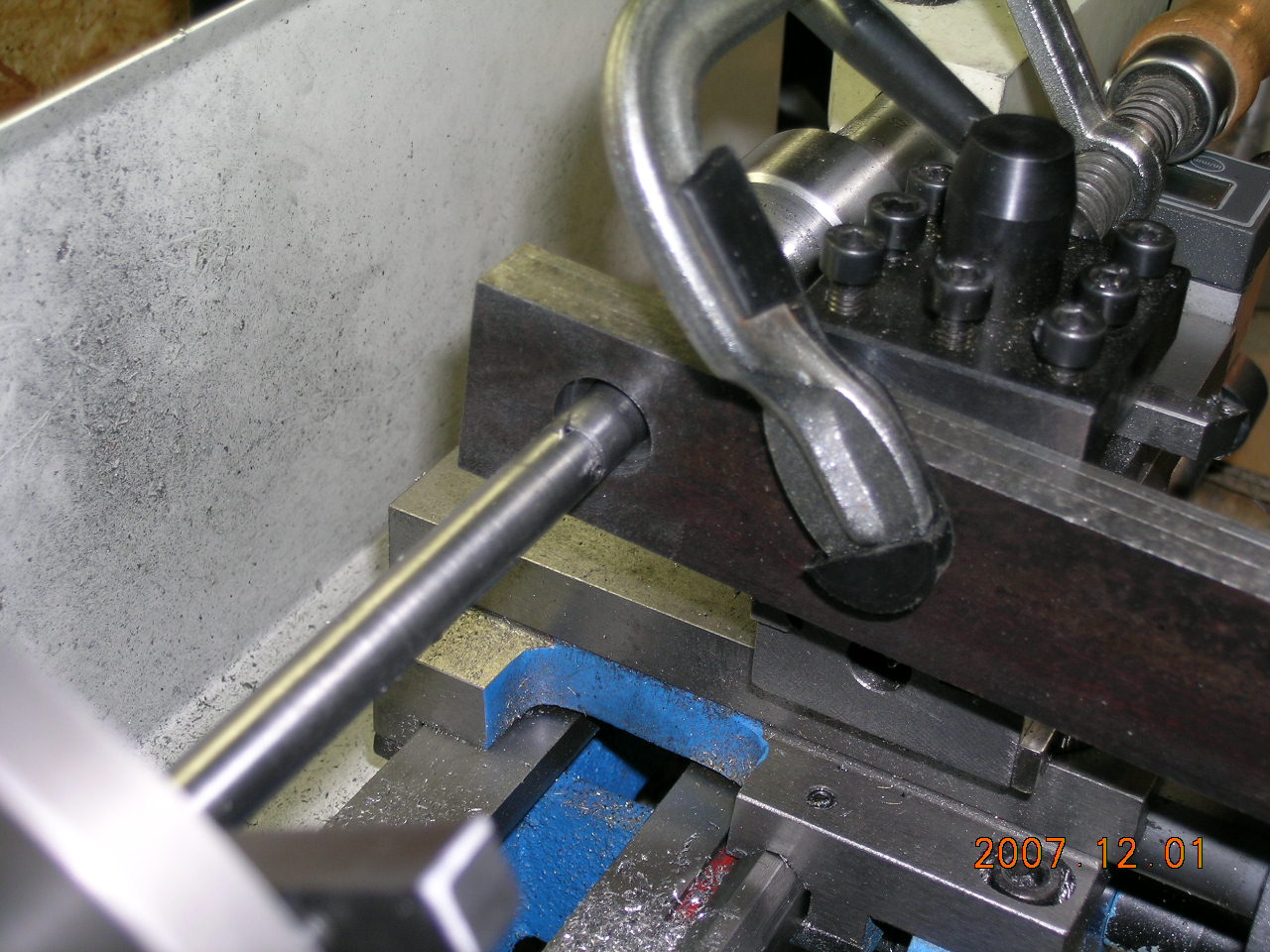
早速、加工テストです。

15mmのフラットバーに12mmの下穴を明け、ワークを刃物台に固定します。
刃先の角度、送り速度、切り子除去の方法などを試しながら作業を進めます。
貫通の瞬間です。

12φの穴を18φまで据えぐり完了です。

コメントする