
{kind=link}
まずは材料の切出しです。

続いて6面体に形を整いえます。

ケガキ線の通りに削ります。

再度入れたケガキに合わせ位置だしをします。
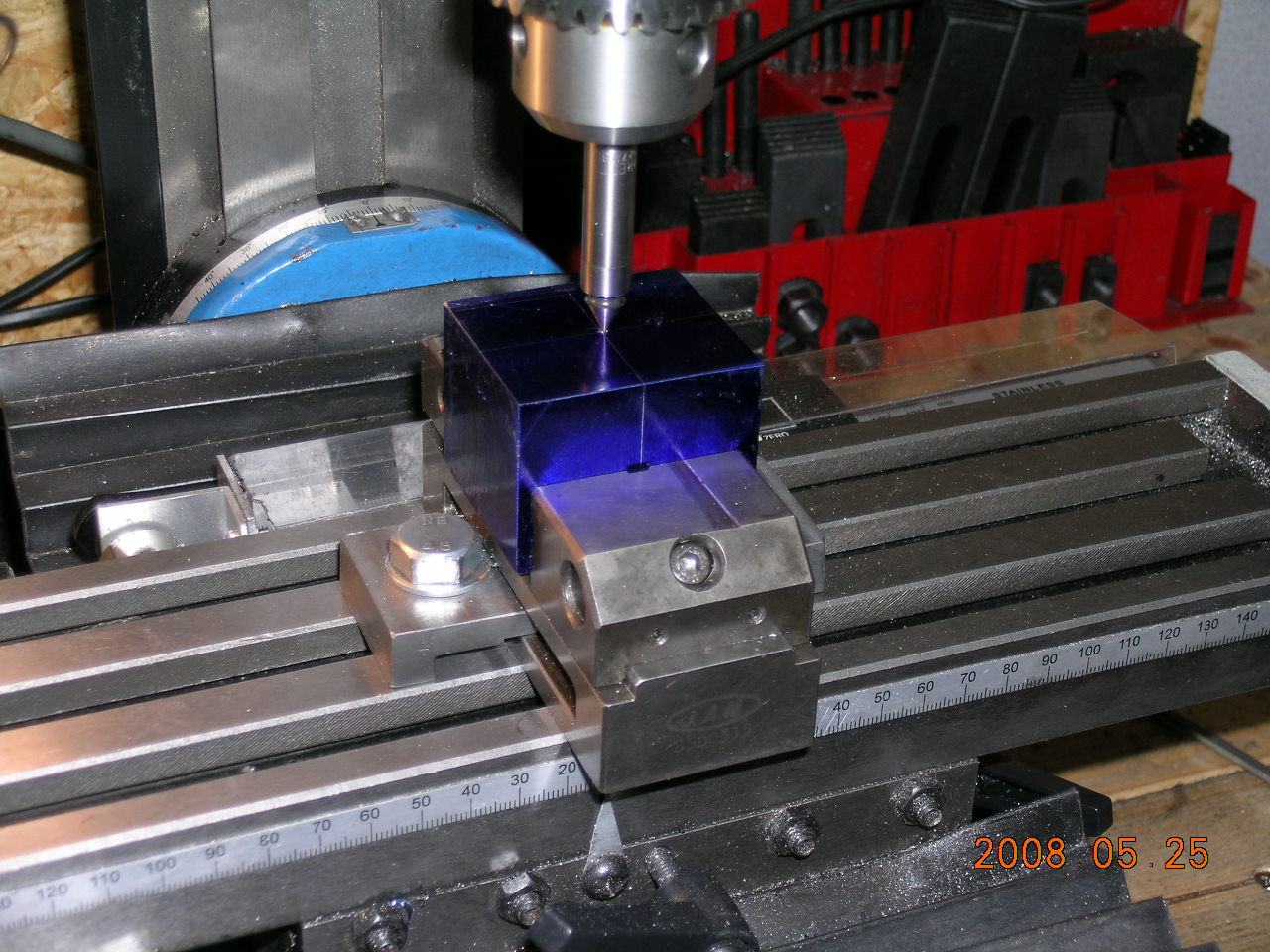
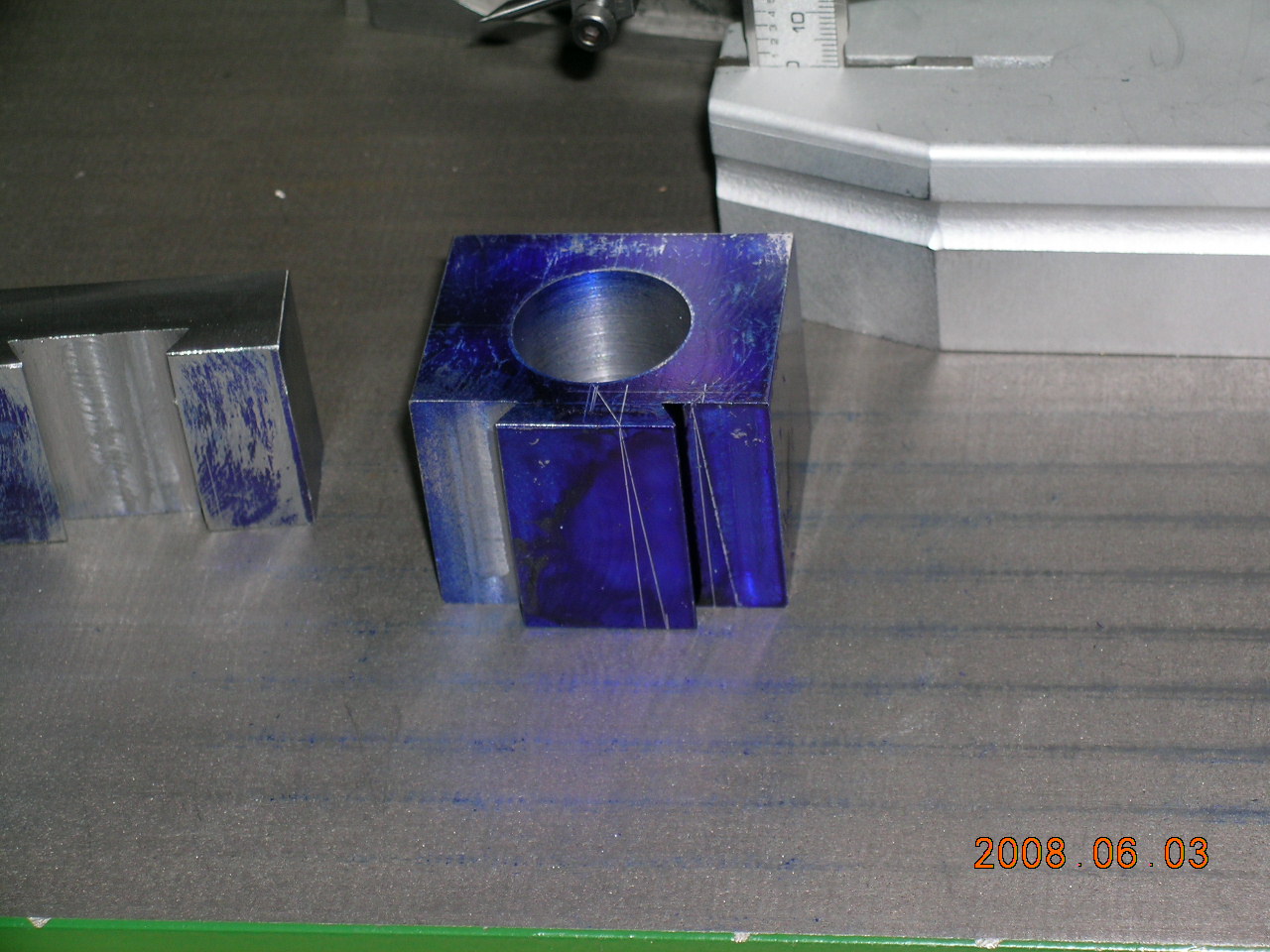
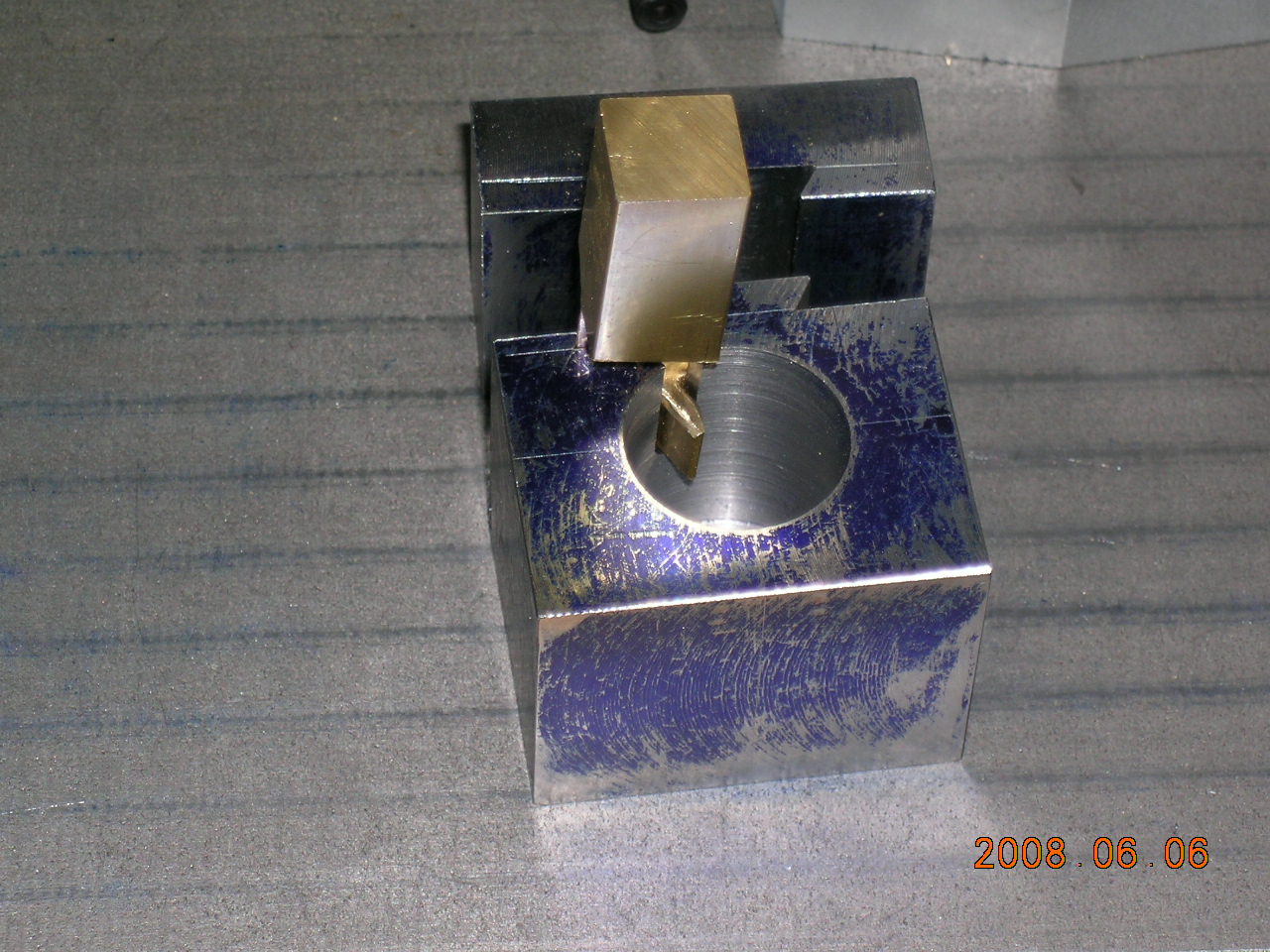
ドリルで下穴を明けた後にボーリングを行ってみました。

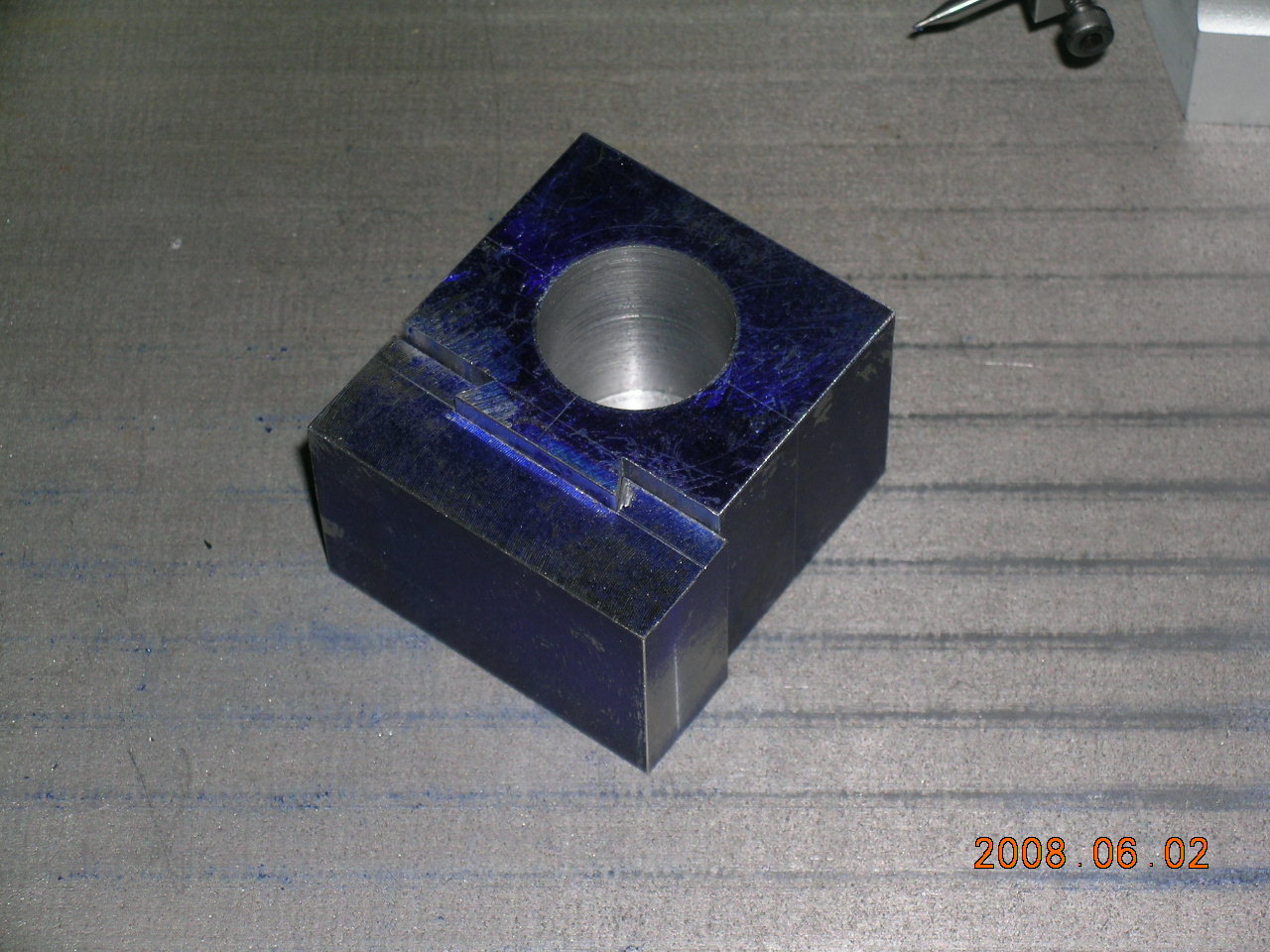
ボーリング自体の加工精度は中々のものです。

しかし、作業が煩雑なため、旋盤で加工することにしました。

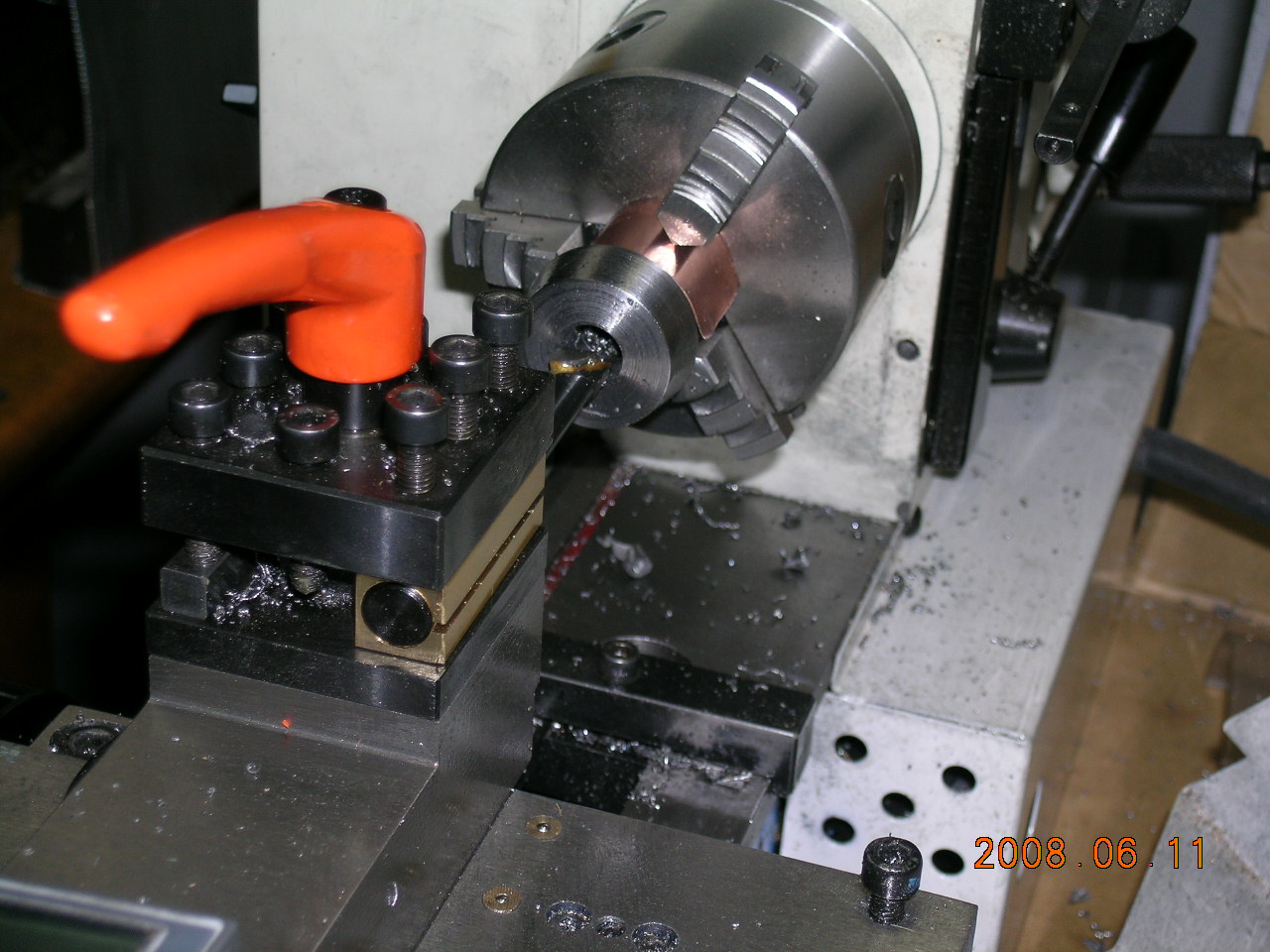
芯だしをして、
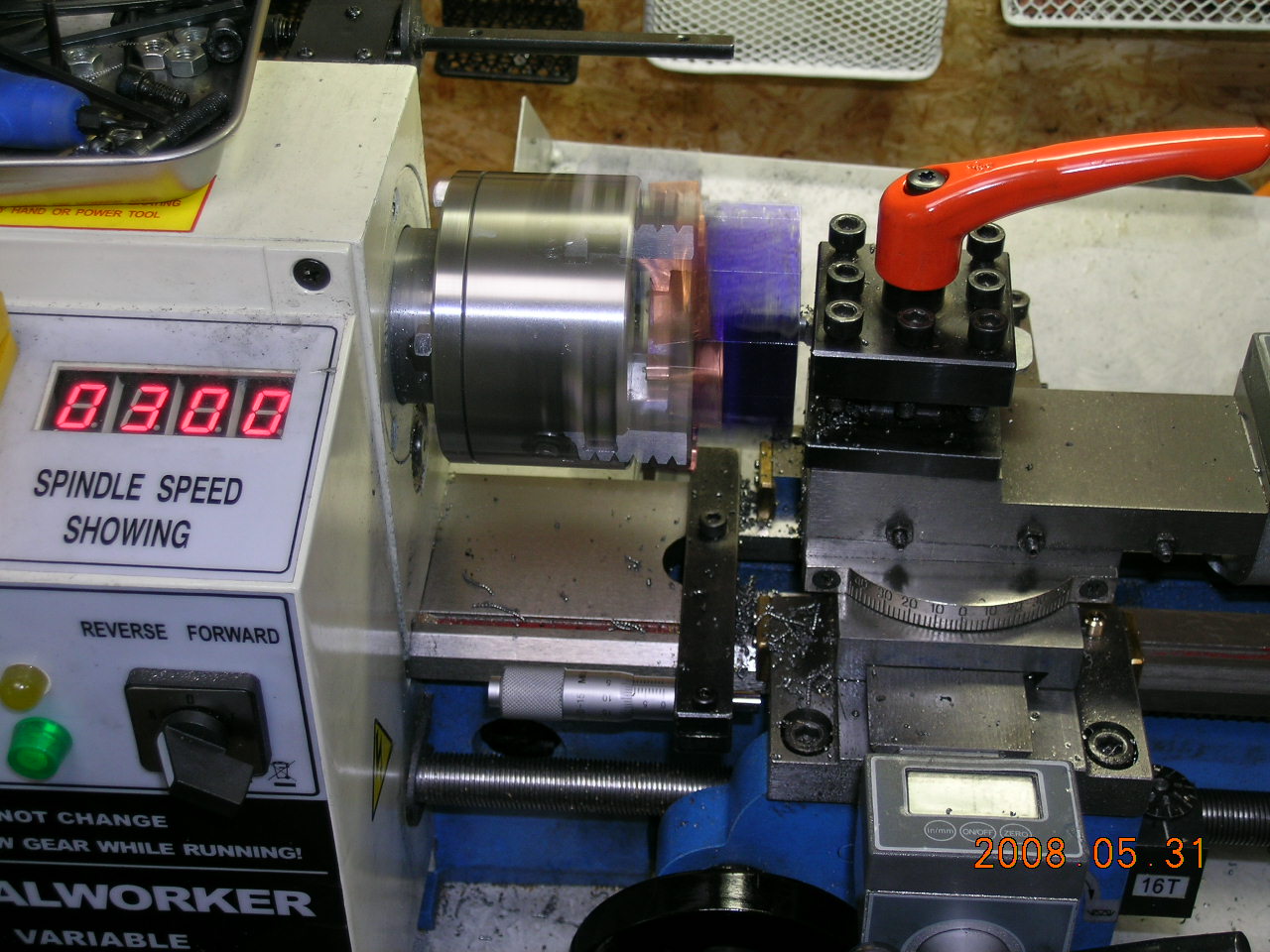
後はひたすら削るだけです。
こんな時は以前に作ったサドルストッパーが大変役に立ちます。
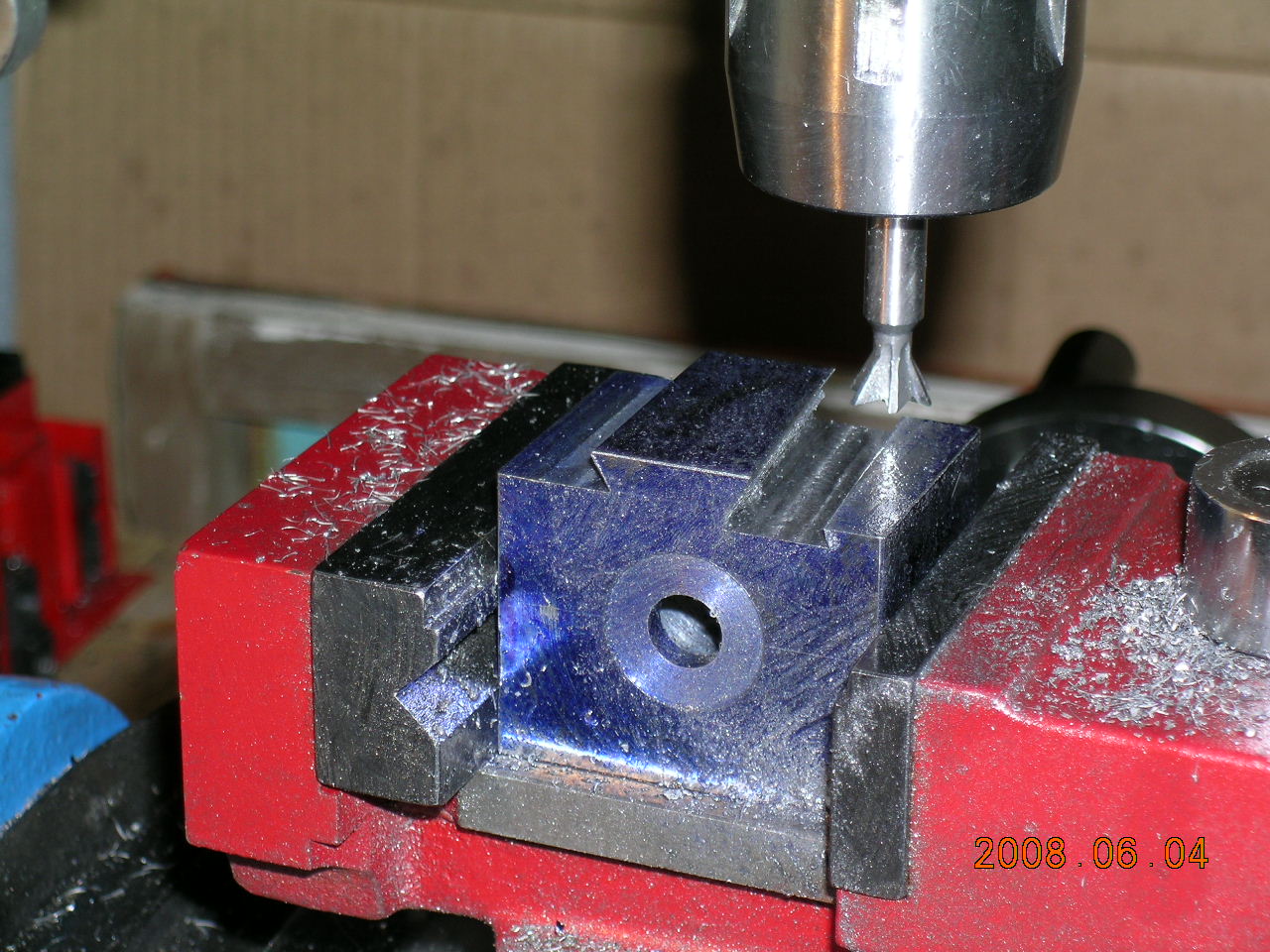
続いてアリ溝部の加工です。

DROのお陰で、端面の位置合わせもバッチリです。
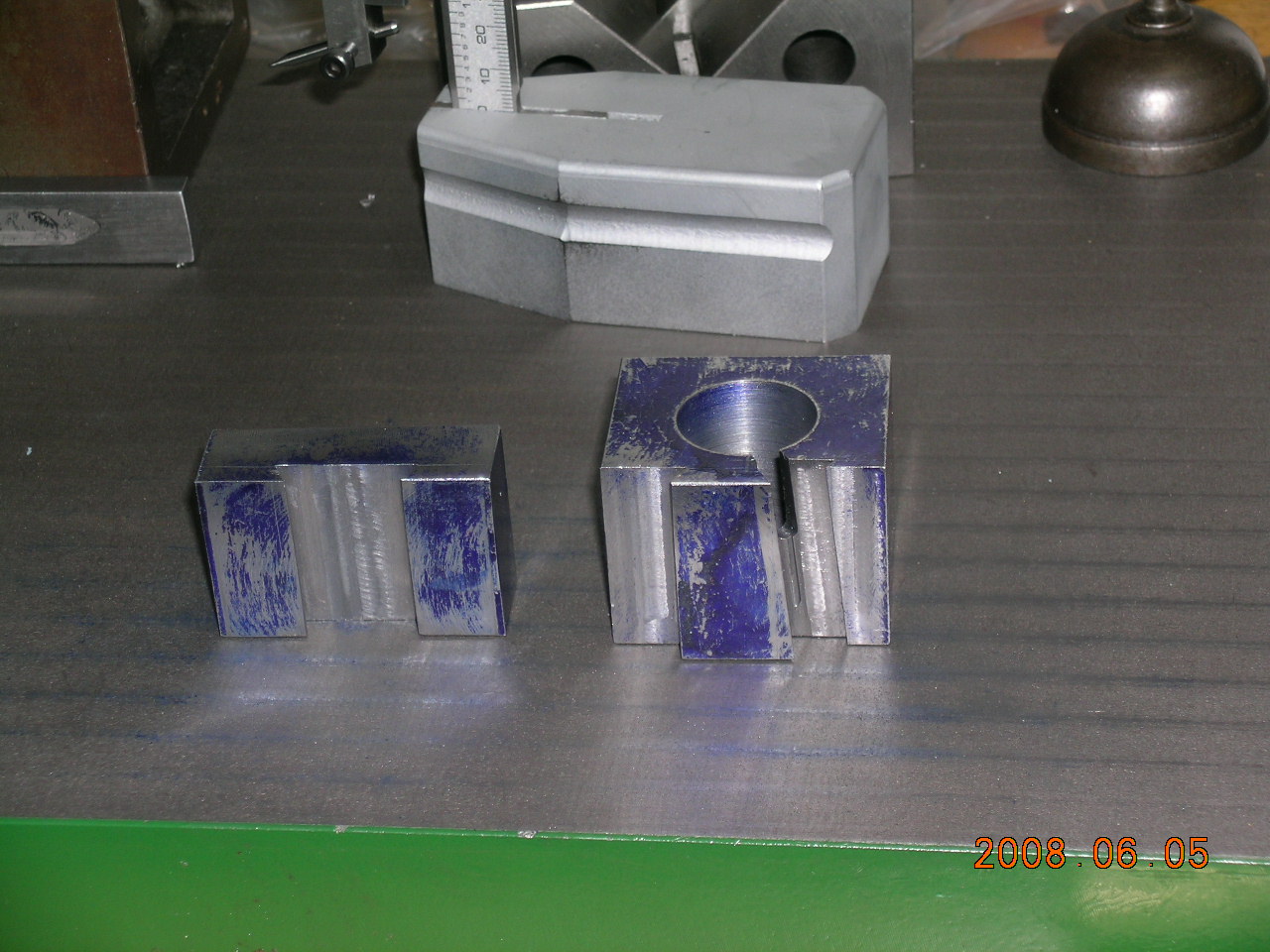
荒削りが終わったらアリ溝の加工です。

はじめは0.2mmづつ送り、接触面が増える後半は0.1mmづつ送りました。
アングルカットは約30分で完了しました。

ホルダー部を造ります。

ケガキ線の通り加工します。
続いてアリ溝を加工します。

このようにピッタリと嵌ると感慨もひとしおです。
次はクサビ部の加工です。
5°の勾配でケガキを入れます。
このようなケガキが簡単に出来るのもデジタルハイトゲージのお陰です。
まずはエンドミルで加工し・・

クサビ部のアリ溝加工をします。
クサビ・足部の通り穴を加工します。
クサビの加工です。

材料は真鍮
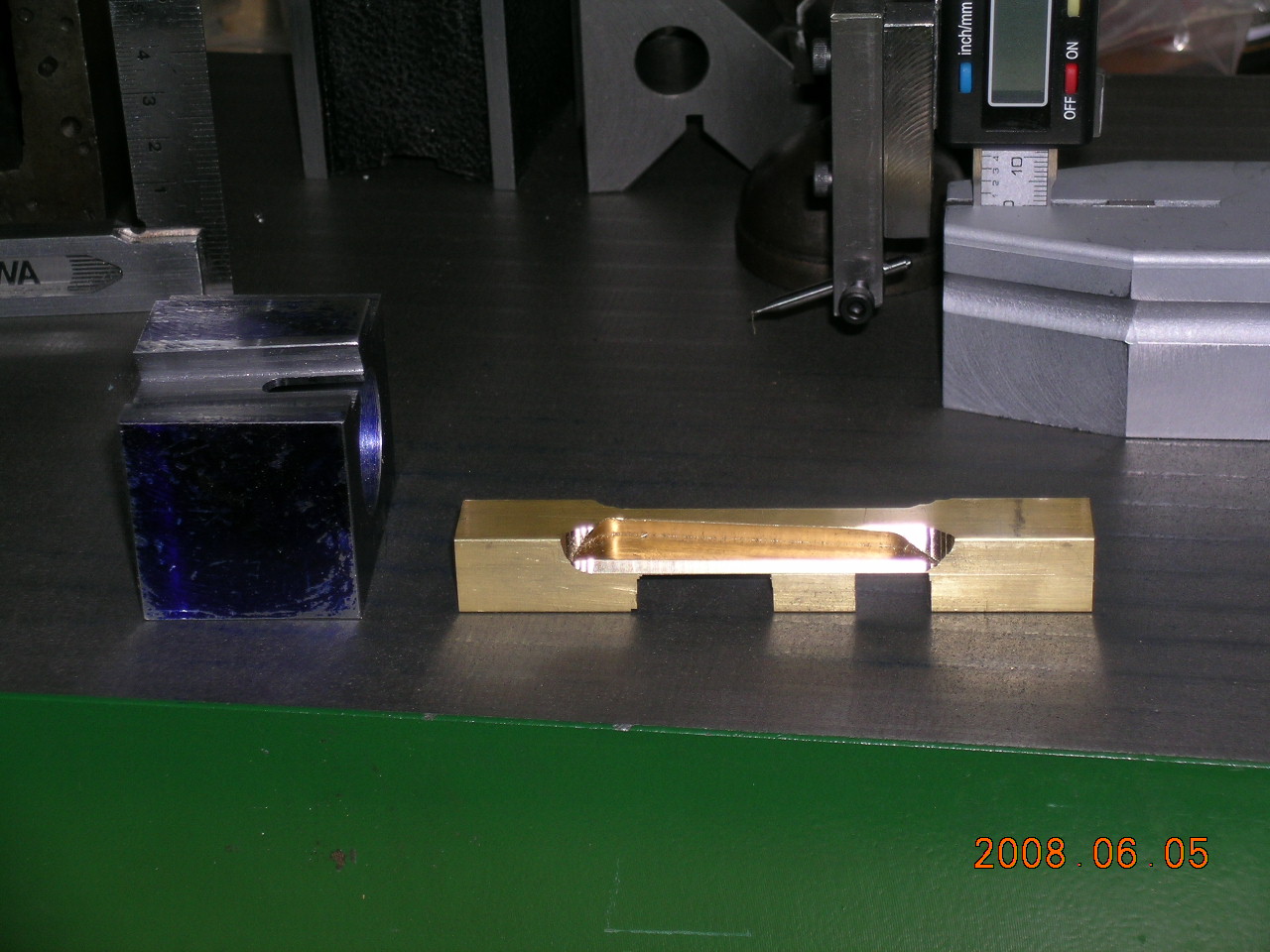
バイスで摑む為、両端は素材のまま残しておきます。
クサビの足部です。

端部を切り落とし、クサビを仮組みしてみました。

内側はこんな感じになります。
爪の長さは後で調整します。
もちろん、角棒の部分も最終過程で切り落とします。
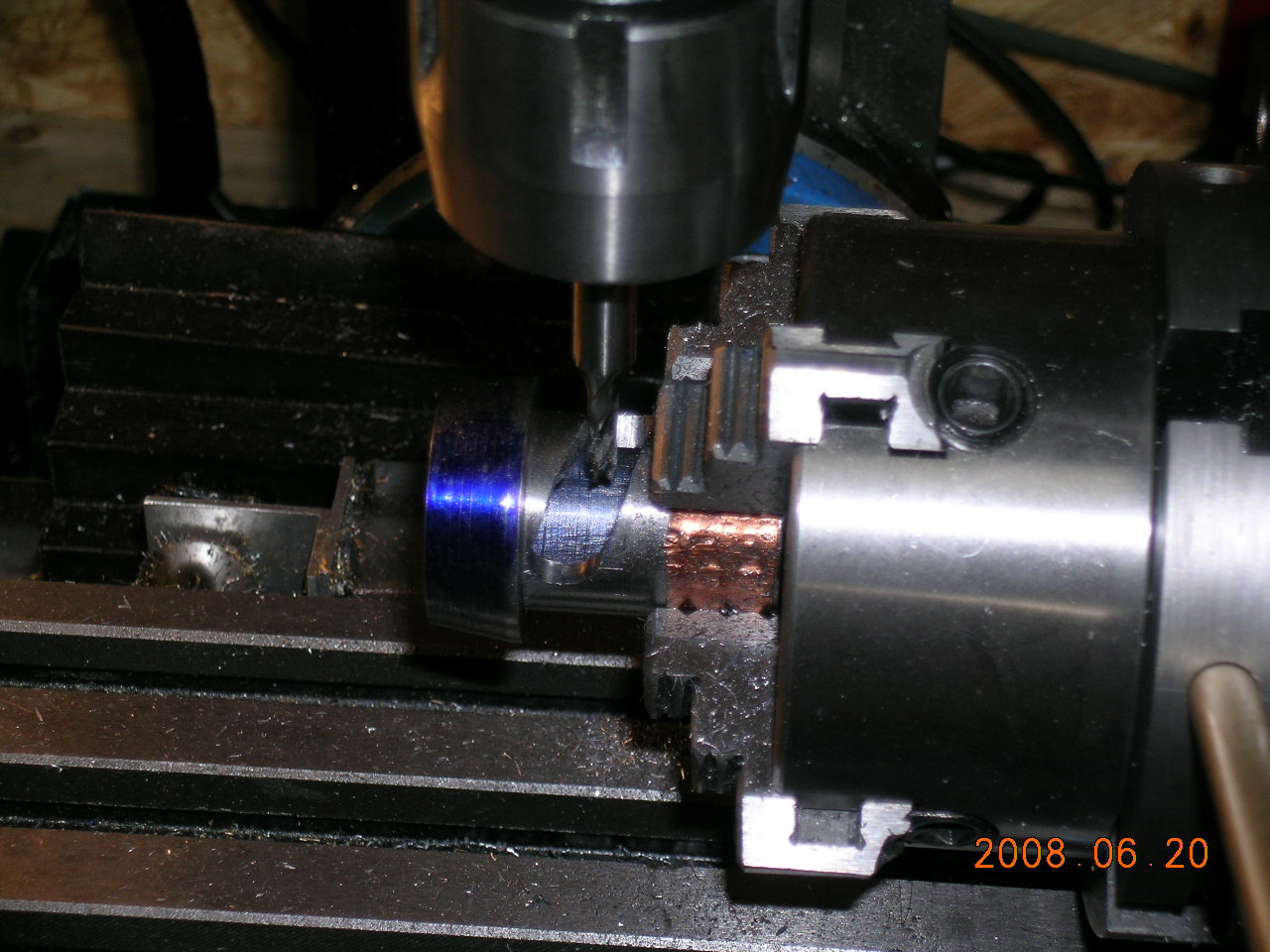
カム部の削り出しです。
材料はS45C(35φはこれしか無かった)。

回転数を80rpmまで落し、じっくりと削ります。
下穴を明け、

ボーリングバイトにて穴を拡げます。
15mm角の真鍮に12φの穴を明け、スリットを入れ、簡易的なバイトホルダーを造りました。
外形削り完了です。
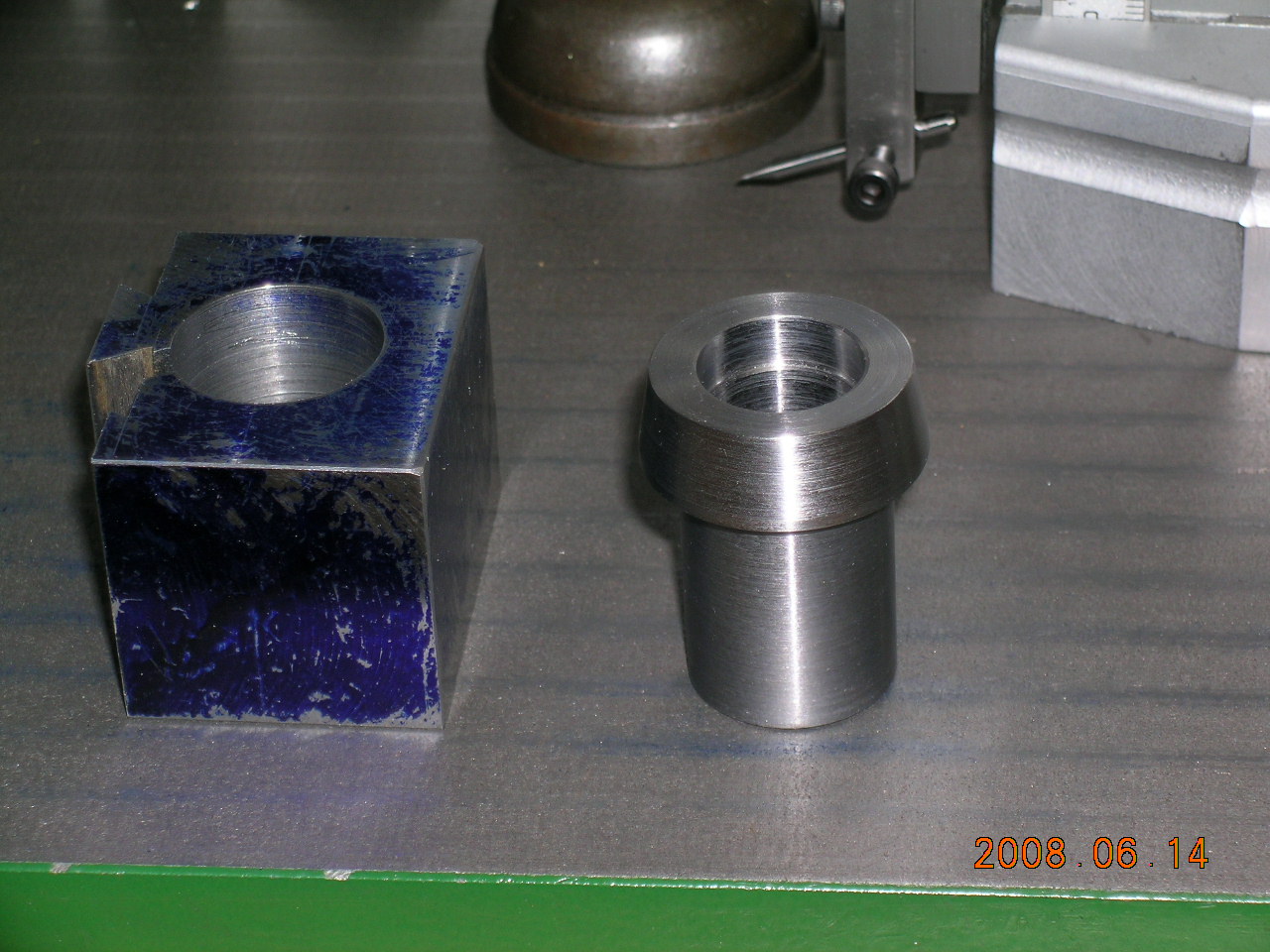
インナーカラーの削りだし

カム部のケガキ

紙にテーパを描き、カム円筒部に巻きつけ、青ニスを拭きつけ、それをなぞるようにケガキました。
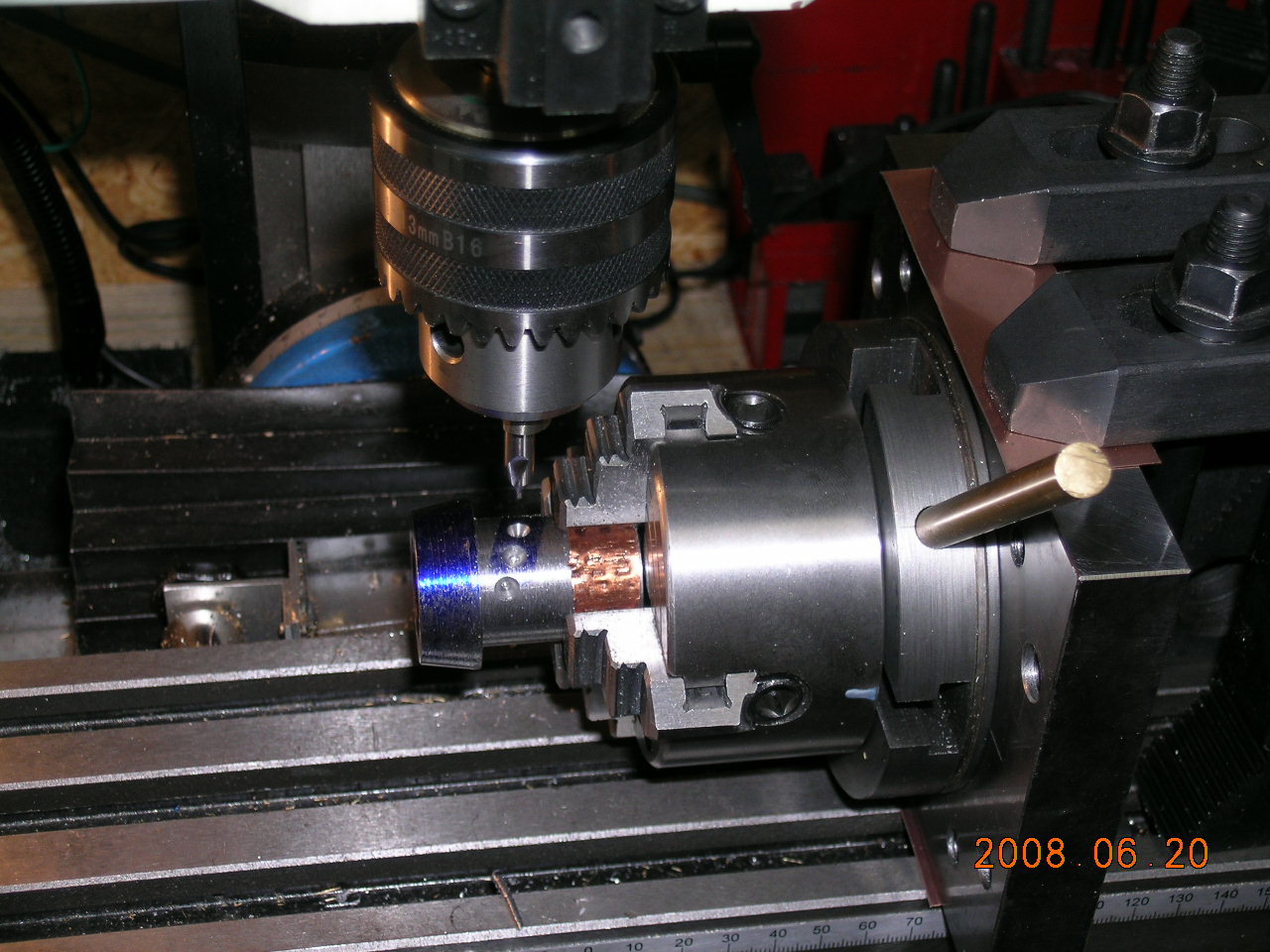
チャックに咥えた円筒カムをターンテーブルに取り付けフライステーブルに固定します。

ケガキを元にセンタードリルで下穴をモミます。
{kind=link}
6mmのドリルで下穴をあけ、4mmのエンドミルで長穴に加工します。
こんな長穴加工は4軸のCNCでもあれば簡単なのでしょうが、X軸の送りとターンテーブルの回転を同期させながら、慎重に加工します。
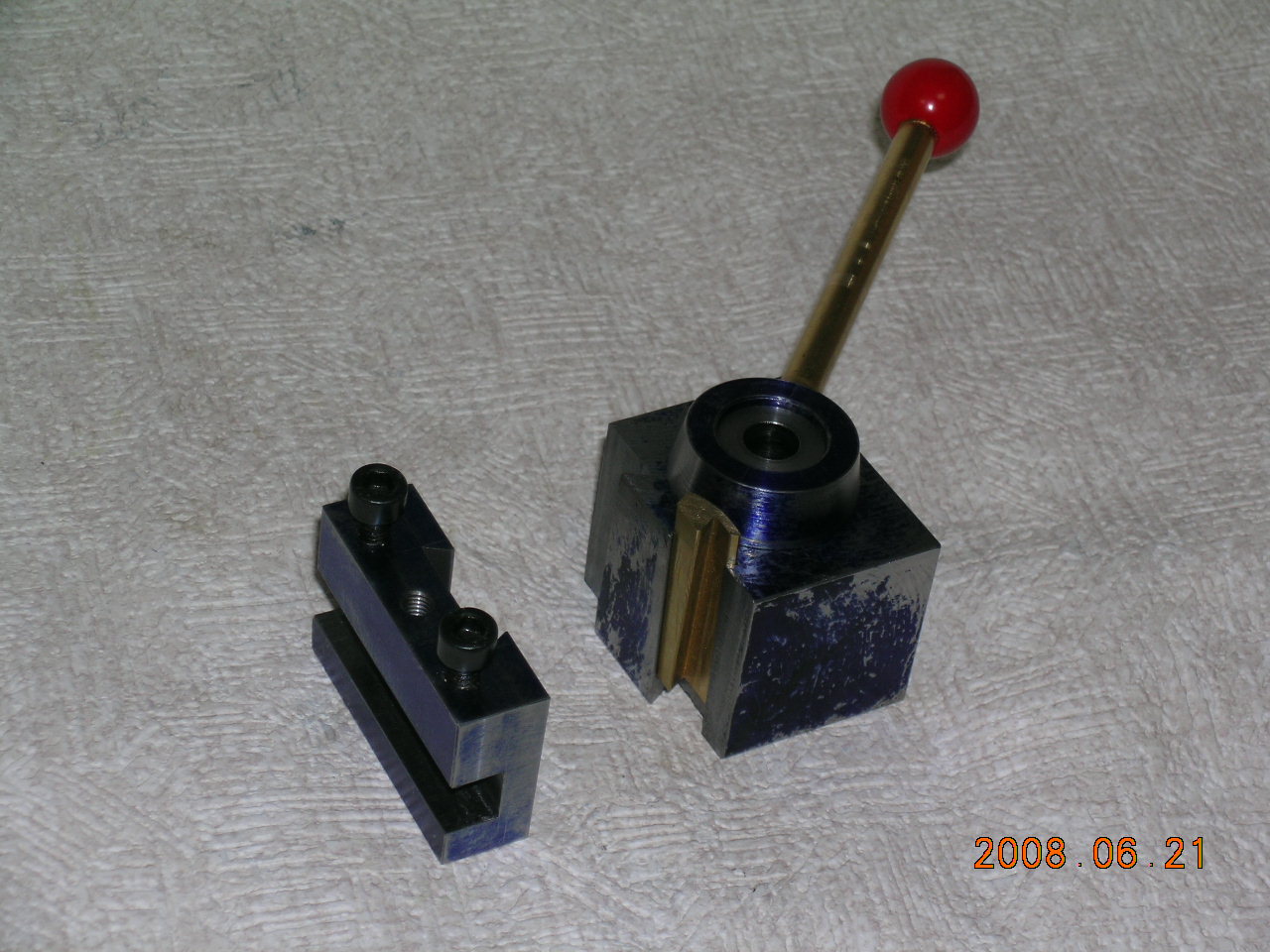
完成した部品群です。
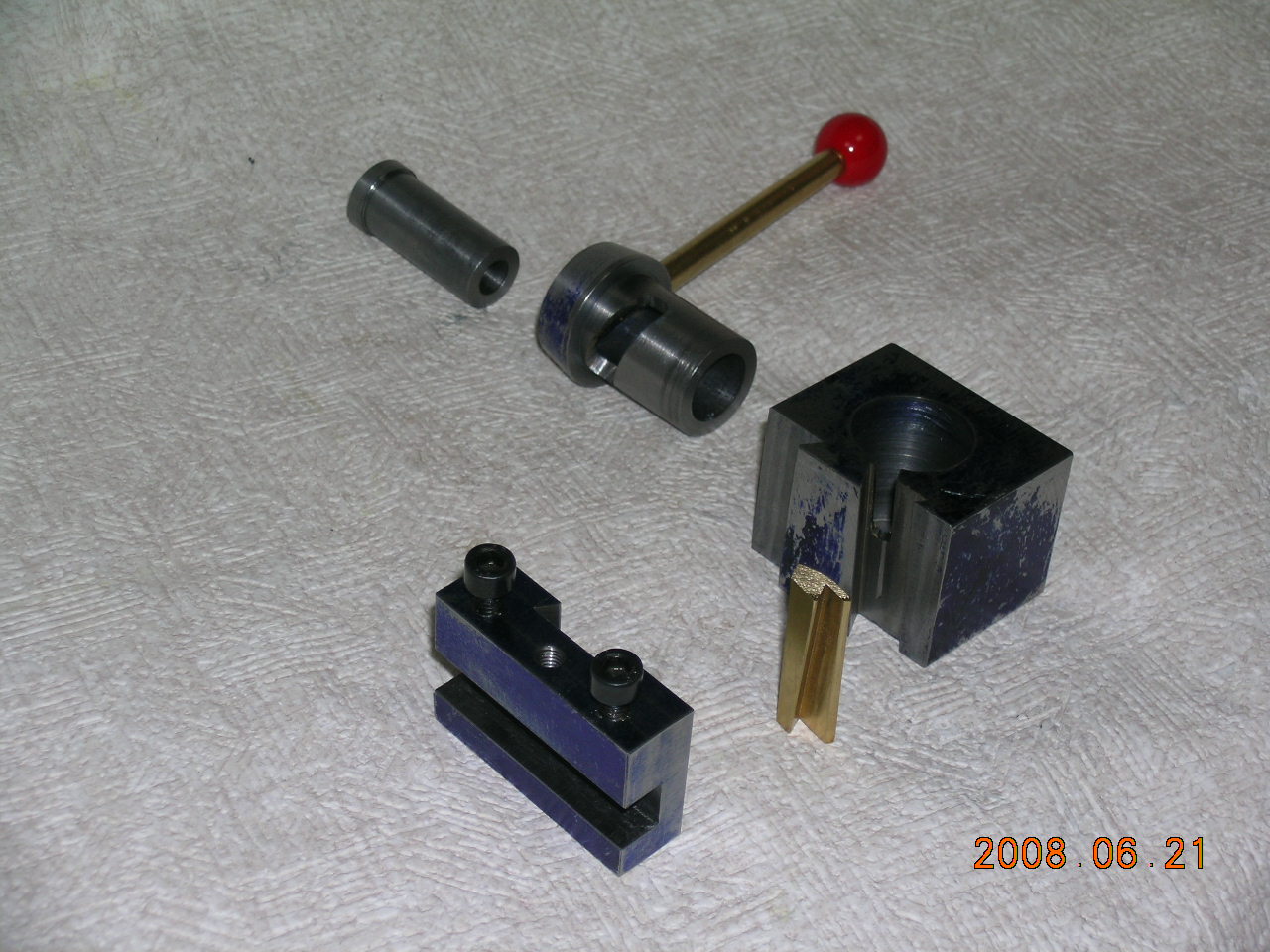
組立て姿です。
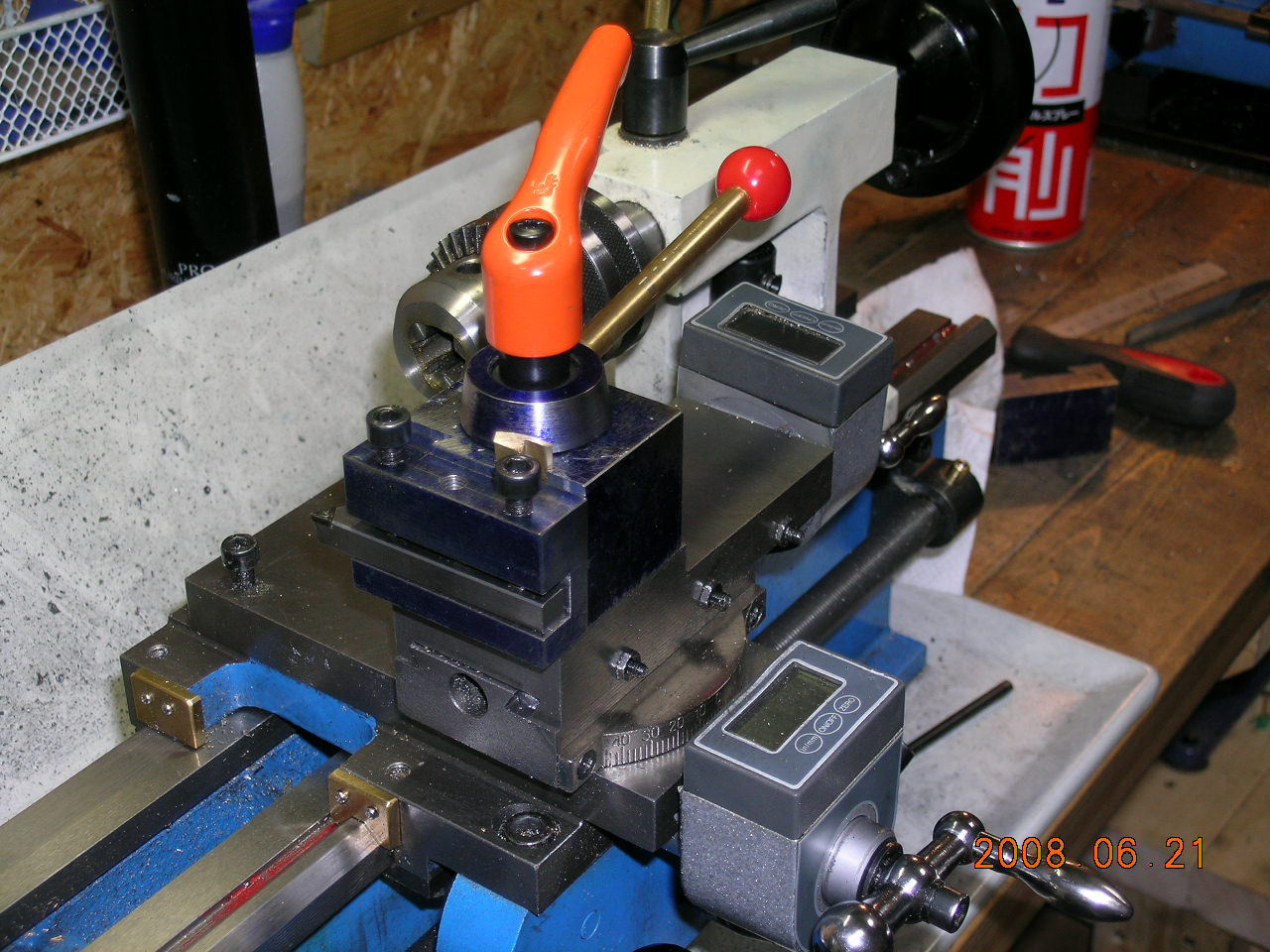
刃物台に取り付け、実際に削ってみました。
一番懸念された固定具合も確認しました。
ホルダー部をヤンキーバイスで挟み荷重してみました。
アリ溝は刃物台のサイズと同等なのですが、全く動きません。
期待通りの結合強度に一安心です。
ポスト部を黒染めしてみました。
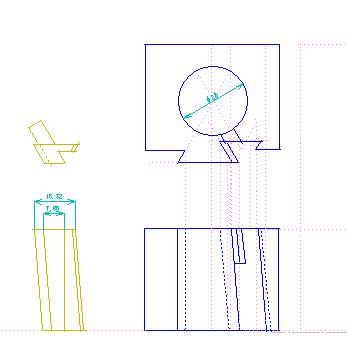
クサビ型のQCTPは下図のように動きます。(6.27追記)

完成したホルダーをセットしてみました。

コメントする