
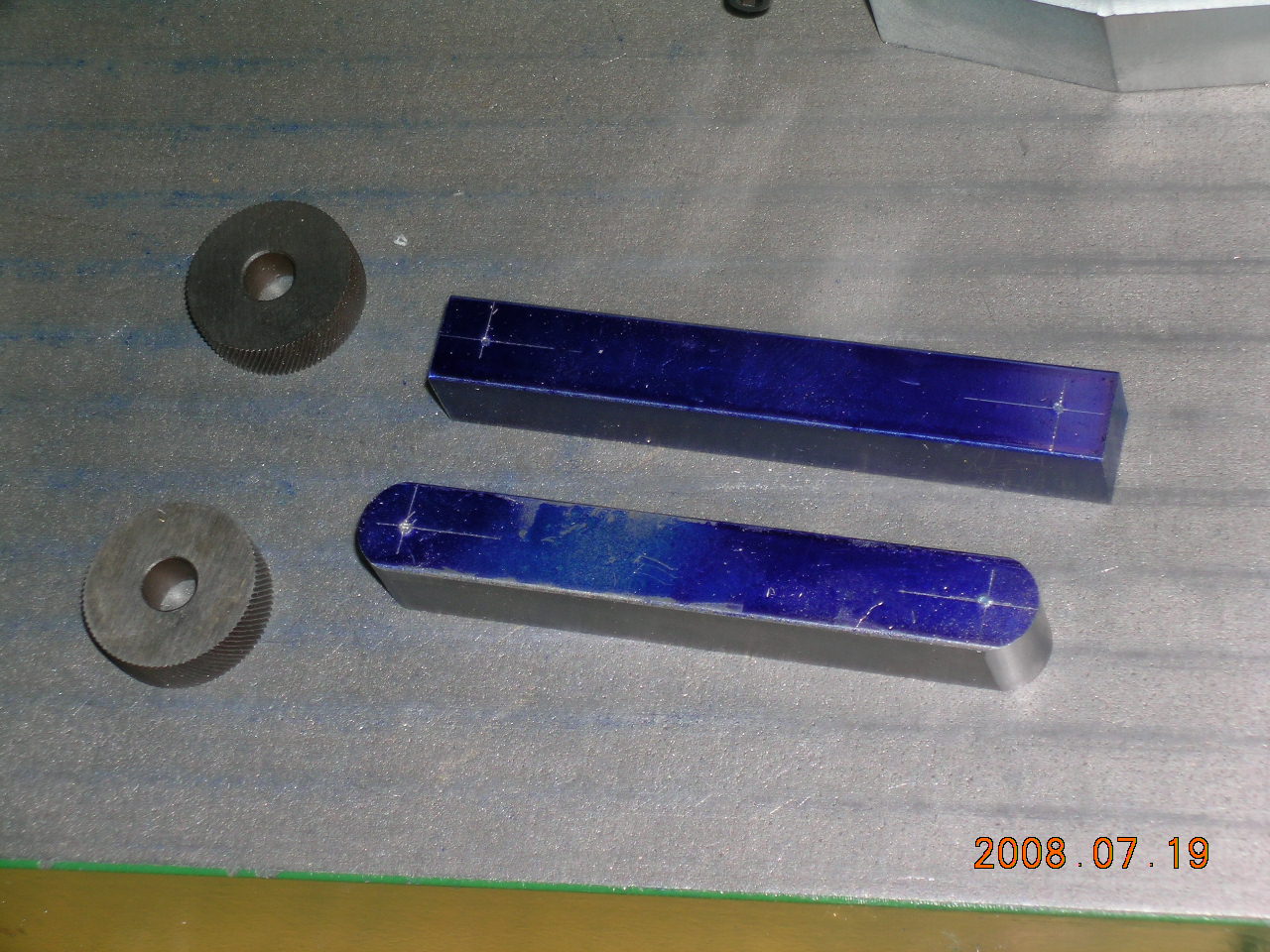
まずはアーム部の作製です。
材料は14mm角の磨き棒鋼です。

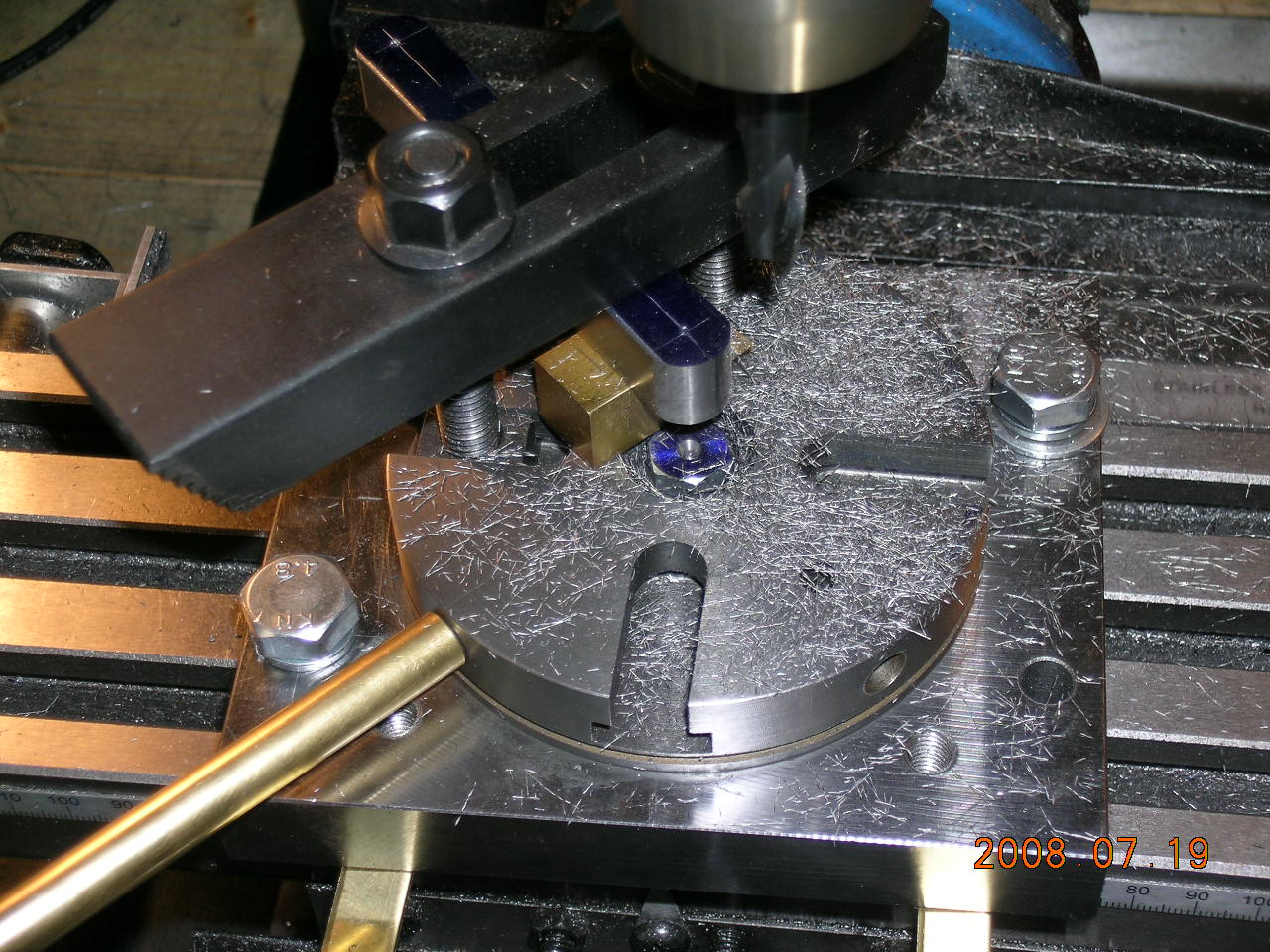
スピンドルセンターと同芯にセットしたターンテーブルにアーム材を固定します。
センターファインダーを利用してアーム材の芯出しをします。
テーブルをX軸方向に移動しエンドミルのサイド部で丸加工します。

X軸を0.1mm程度移動、ターンテーブルを1/4づつ回転させながらR加工します。
引き続き残りの1/4も同様の加工をします。
端部の軸穴を加工

ピボット部の半円加工(10φ)をします。
ローレット駒の入る溝を加工します。8φのエンドミル4枚刃です。

ボルト貫通部の長穴を加工

アーム部の完成です。
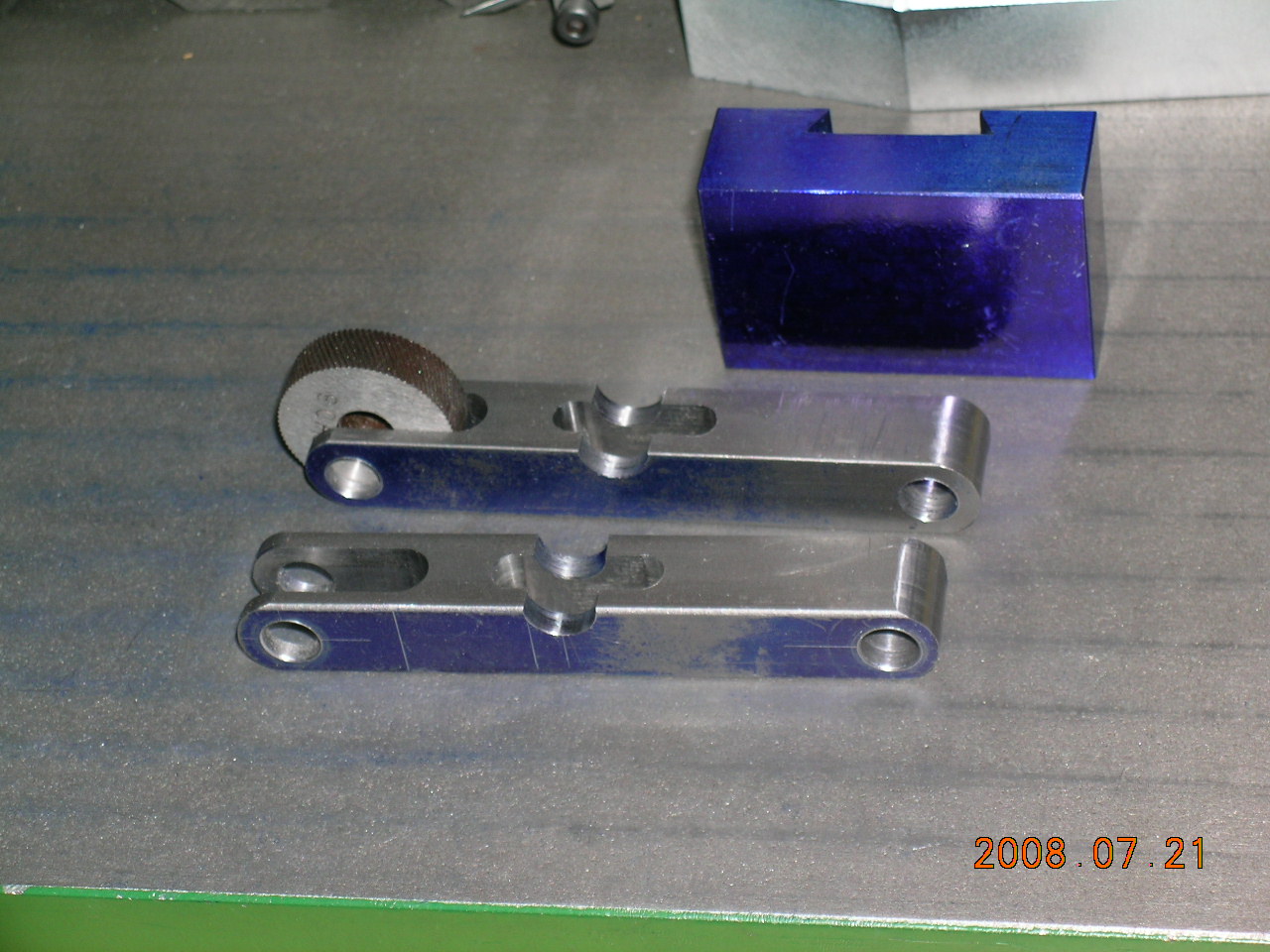
仮組みをしてみました。

{kind=link}
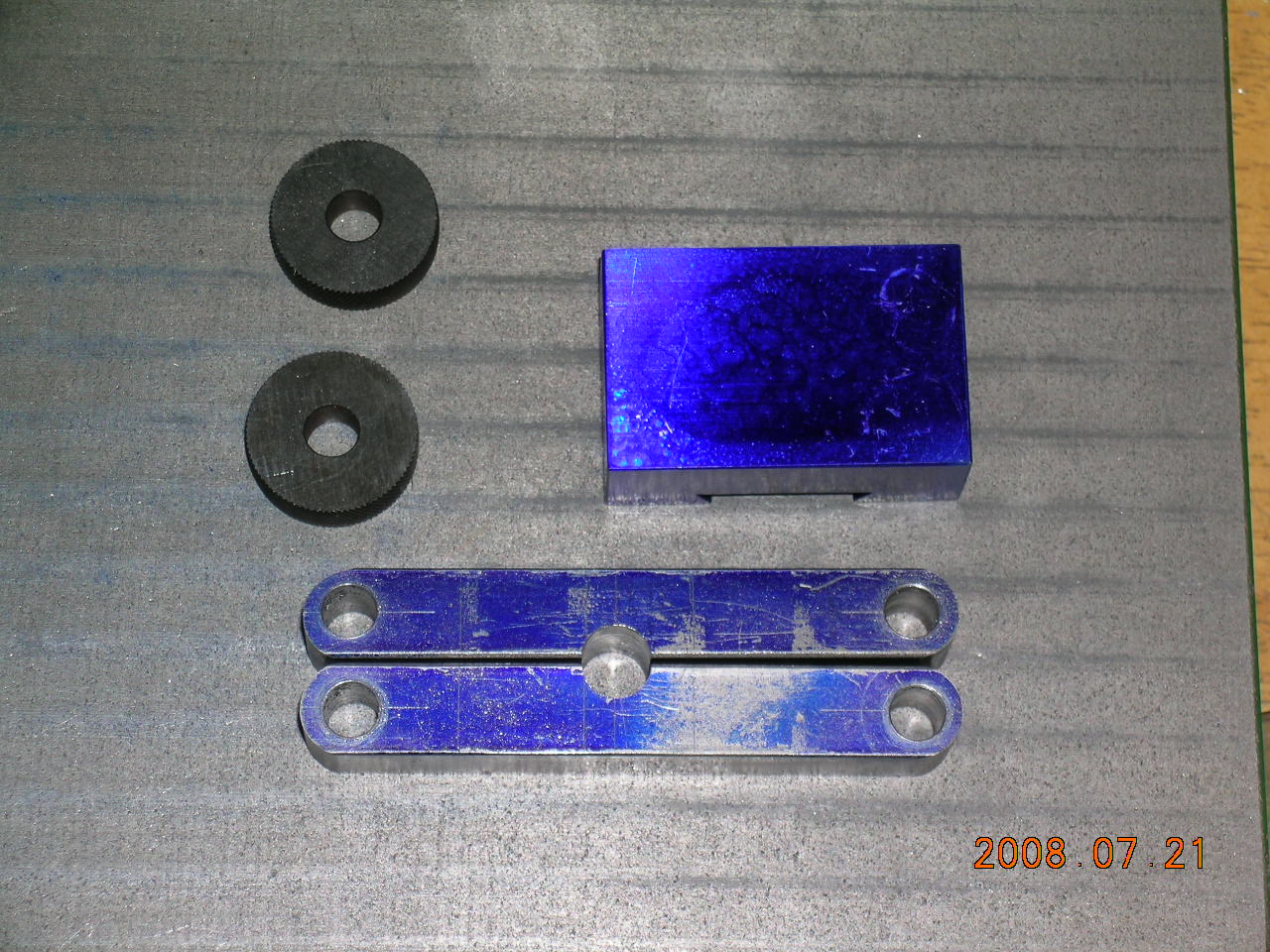
部品構成はこのようになります。
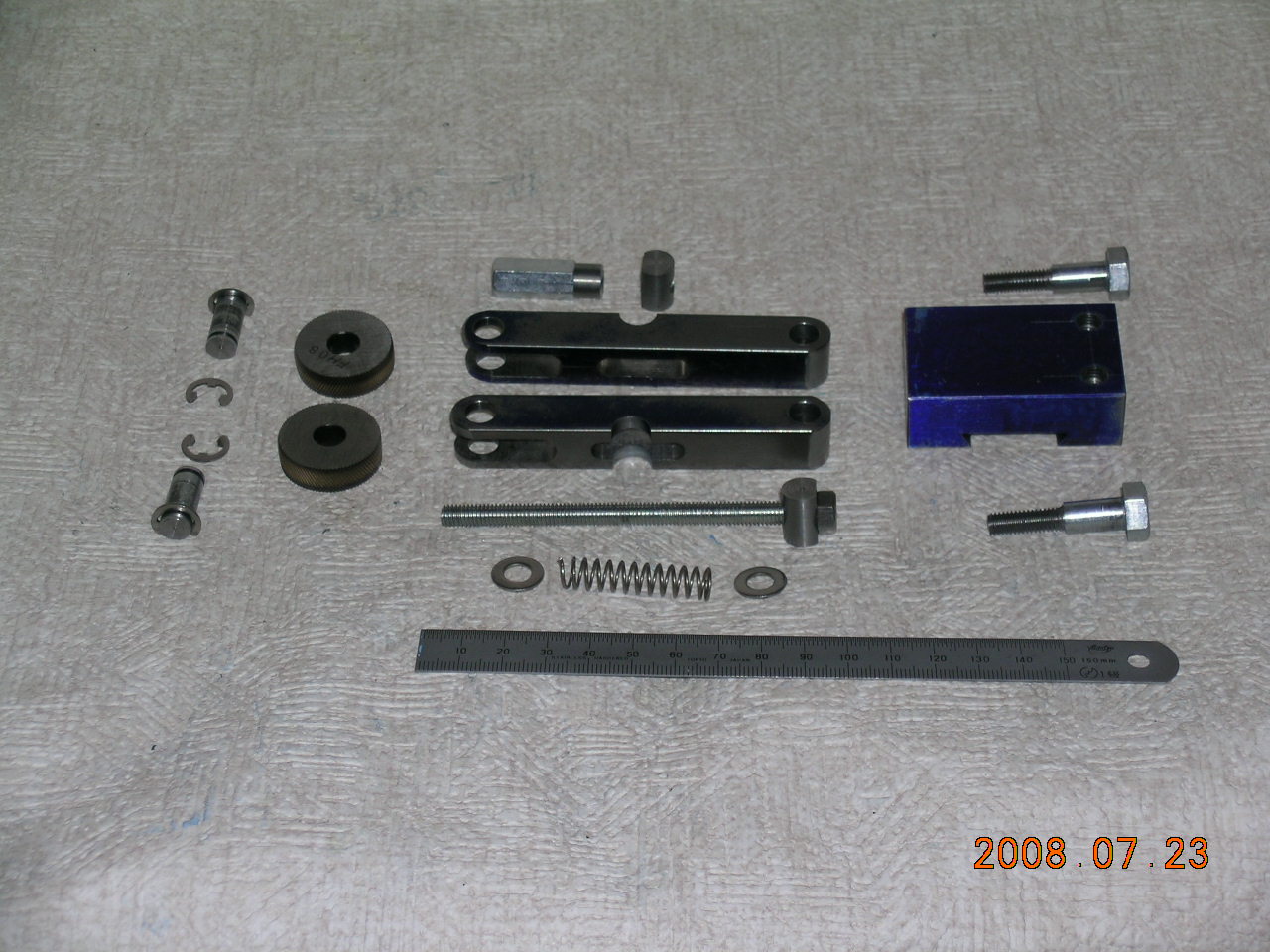
アームピボット用のボルトはM8の長ボルトを異径に加工し、M6のダイス加工をしました。
駒軸受けシャフトはM8の長ボルトの残材を利用し、両サイドに溝加工してCリングで止めるようにしました。
圧縮用ボルトはM6の長ネジをカット。ハンドルの代わりに、ちょっと加工した長ナットをスパナで締め込みます。
スプリングは市販の7φを半分にカットしました。
テスト加工もこの通り。一発できれいにできました。

とは言うものの、ちょっとしたコツが必要です。
3工程に分け絞り込みましたが、最終工程では押し込み量が大きい為切子が発生します。
その切子で目詰まりが発生しないようにエアブローをしながらやりました。
完成したローレットホルダー他とQCTP

コメントする